PROCESO DE OBTENCIÓN DEL HIERRO Y EL ACERO
1.1 PROCESO TECNOLÓGICO DE LA OBTENCIÓN DEL HIERRO DE PRIMERA
FUSIÓN
METALURGIA EXTRACTIVA
Producción del hierro y el acero Hace
muchísimos años, el hierro era un metal raro y precioso. En la actualidad, el
acero, una forma purificada del mineral del hierro, se ha convertido en uno de
los servidores más útiles de la humanidad. La naturaleza proporcionó las
materias primas como son: mineral de hierro, el carbón mineral y la piedra caliza
y el ingenio humano lo convirtió en un incontable número de productos. El acero
puede hacerse lo suficientemente duro como para cortar el vidrio, plegable como
el que se encuentra en el sujetapapeles, flexible como el de los muelles, o lo
bastante fuerte como para soportar un esfuerzo unitario de 3445 MPa. Puede
estirarse para formar alambres de .02 mm de espesor o usarse para fabricar
vigas gigantescas para construir edificios y puentes. También es posible hacer
que el acero sea resistente al calor, al frio, a la oxidación y a la acción de
sustancias químicas.
FABRICACIÓN DEL ARRABIO (HIERRO DE PRIMERA FUNDICIÓN)
El primer paso en la fabricación de
cualquier hierro o acero es la producción del arrabio o hierro de primera
fundición, en el alto horno. Con aproximadamente 40 m de altura, es un enorme
cascarón de acero recubierto con ladrillo resistente al calor. Una vez
encendido, el alto horno es de producción continua, hasta que necesite
renovarse la capa de ladrillo, o hasta que disminuya la demanda de arrabio. El
mineral de hierro, el coque y la piedra caliza se miden con todo cuidado y se
transportan hasta la parte superior del horno en una vagoneta de concha. Cada
ingrediente se descarga por separado en el horno a través del sistema de
campana, formando capas de coque, piedra caliza y mineral de hierro, en la
parte superior del horno. Una corriente continua de aire caliente, que proviene
de las estufas cuyas temperaturas son de 650°C pasa por el tubo atizador y las
toberas para hacer que el coque arda vigorosamente. La temperatura en el fondo
del horno alcanza los 1650°C o más. El carbono del coque se combina con el
oxígeno del aire para formar monóxido de carbono, con lo que se elimina el
oxígeno que contiene el mineral de hierro y se libera el hierro metálico.
Éste fundido, escurre por la carga y se
recoge en el fondo del horno. El intenso calor funde también la piedra caliza,
la cual se combina con las impurezas del mineral y del coque para formar una
nata llamada escoria. Ésta también se cuela hasta el fondo de la carga y flota
sobre al arrabio fundido. Cada cuatro o cinco horas se sangra el horno y el
hierro fundido, hasta 315 ton.
Proceso de Obtención del Hierro y del
Acero 2 hornos de aceración. A veces el arrabio se moldea directamente en lingotes
cortos que se utilizan en las fundiciones para hacer piezas de hierro fundido.
La escoria se extrae a intervalos más
frecuentes y se vierte en una vagoneta para escoria o cazo de colada y
finalmente se utiliza para fabricar aislamiento de lana mineral, bloques para
construcción y otros productos.

El diagrama general de la fusión
primaria del hierro integra a la mayoría de las actividades que se desarrollan
en el proceso productivo. No se debe olvidar que los diagramas de flujo son una
de las herramientas más utilizadas por los ingenieros industriales y que de
manera automática los deben utilizar o elaborar.

PRINCIPALES MINERALES EXTRAÍDOS DEL HIERRO
·
Hematita (mena roja) 70% de hierro
·
Magnetita (mena negra) 72.4% de hierro
·
Siderita (mena café pobre) 48.3% de hierro
·
Limonita (mena café) 60-65% de hierro
Para la producción de hierro y acero son
necesarios cuatro elementos fundamentales:
- Mineral de hierro
- Coque
- Piedra caliza
- Aire
Los tres primeros se extraen de minas y
son transportados y preparados antes de que se introduzcan al sistema en el que
se producirá el arrabio. El arrabio es un
hierro de poca calidad, su contenido de carbón no está controlado y la cantidad
de azufre rebasa los mínimos permitidos en los hierros comerciales. Sin
embargo, es el producto de un proceso conocido como la fusión primaria del
hierro y del cual todos los hierros y aceros comerciales proceden. A la caliza, el coque y el mineral
de hierro se les prepara antes de introducirse al alto horno para que tengan la
calidad, el tamaño y la temperatura adecuada, esto se logra por medio del
lavado, triturado y cribado de los tres materiales.
La producción del hierro y del acero
empieza con las menas de hierro y otros materiales requeridos (mena = mineral
metalífero, principalmente el de hierro, tal como se extrae del yacimiento y
antes de limpiarlo).
La
mena principal usada en la producción de hierro y acero es la hematita (Fe203).
Además, hoy se usa ampliamente la chatarra como materia prima para la
fabricación de hierro y acero. Las otras materias primas que se necesitan para
reducir el hierro de sus menas, son el coque y la piedra caliza.
El coque
desempeña dos funciones en el proceso de reducción:
1) Es
un combustible que proporciona calor para la reacción química y
2)
Produce monóxido de carbono (CO) para reducir las menas de hierro.
La
piedra caliza es una roca que contiene altas proporciones de carbonato de
calcio (Ca CO Esta piedra caliza se usa en el proceso como un fundente que
reacciona con las impurezas presentes y las remueve del hierro fundido como
escoria.
LA PRODUCCIÓN DEL HIERRO
· EXTRACCIÓN DEL MINERAL DE HIERRO
El
mineral extraído de una mina de hierro puede ser de carga directa a los altos
hornos o puede requerir de un proceso de peletización para ser utilizado en la
producción del acero, esto según sea su calidad. Es importante destacar que si
el mineral posee bajo contenido de impurezas (principalmente fósforo y azufre),
puede ser utilizado para carga directa, requiriendo sólo tratamientos de
molienda y concentración. Si, por el contrario, el contenido de impurezas es
relativamente alto, se realiza también la molienda y concentración, pero
requiere además de un proceso químico de peletización, donde se reducen
significativamente dichas impurezas.

· TRITURACIÓN Y MOLIENDA
La
trituración se realiza tiene por objeto reducir el tamaño de los minerales. Se
hace en seco en máquinas llamadas trituradoras, que pueden ser de mandíbulas o
giratorias.

· CLASIFICACIÓN
Es la
separación del material obtenido en los procesos anteriores por tamaños
similares. Se utilizan diversos instrumentos y procedimientos.
• Criba: separan
el material por tamaño, por una parte, los que pasan por una malla y los que no
pasan.
• Tamiz: es una
criba fina y se usa para obtener partículas muy pequeñas.

• Concentración: Es la operación de separar la mena de la ganga. Los procedimientos son:
• Flotación: Se
separan las partículas de materiales diferentes haciendo que las de uno de
ellos flote sobre un líquido y las demás estén sumergidas en él.
• Separación
magnética: Un material con propiedades magnéticas se puede separar de la ganga
aplicando al conjunto un campo magnético.
• Peletización: Si el mineral posee bajo contenido de impurezas
(principalmente fósforo y azufre), puede ser utilizado para carga directa a
Altos Hornos, requiriendo sólo tratamientos de molienda y concentración. Si,
por el contrario, el contenido de impurezas es relativamente alto, se realiza
también la molienda y concentración, pero requiere además de un proceso químico
de peletización, donde se reducen significativamente dichas impurezas.
El
diámetro del recipiente cilíndrico de 9 a 15 m (30 a 50 pies) disminuye hacia
arriba y hacia abajo, y es máximo en un punto situado aproximadamente a una
cuarta parte de su altura total de 40 m (125 pies).
Encima
de ese orificio, pero debajo de las toberas, hay otro agujero para retirar la
escoria. La parte superior del horno, contiene respiraderos para los gases de
escape, y un par de tolvas redondas, cerradas por válvulas en forma de campana,
por las que se introduce la carga en el horno. Los materiales se llevan hasta
las tolvas en pequeñas vagonetas o cucharas que se suben por un elevador
inclinado situado en el exterior del horno. Desde la parte baja de la cámara se
inyecta por toberas una corriente de gases y aire precalentados a 900 °C a gran
velocidad para realizar la combustión y la reducción del hierro efectuándose la
combustión completa del coque que adquiere temperaturas máximas entre 1700 a
1800 °C. Los gases calientes (CO, H2, CO2, H2O, N2, O2 y los combustibles)
realizan la combustión del coque conforme pasan hacia arriba, a través de la
carga de materiales. El monóxido de carbono se suministra como un gas caliente,
pero también se forma adicionalmente por la combustión del coque.


El hierro fundido escurre hacia abajo,
acumulándose en la base del alto horno.
El hierro fundido de primera fusión, o
arrabio se vacía periódicamente en carros cuchara o carros torpedo con los
cuales se llenan lingoteras o bien se conducen a mezcladoras calientes donde se
almacenan y se mezclan con otras fundiciones para curarse posteriormente en
algún proceso de obtención del acero (refinación de arrabio). Los lingotes se
someten a una operación de enfriamiento para convertirse mediante procesos
metalúrgicos posteriores, en: hierro fundido de segunda fusión, hierro dulce,
hierro maleable o bien acero.
El
arrabio o hierro de primera fusión no se puede utilizar directamente en la
industria por ser muy quebradizo debido a sus impurezas y poca resistencia
contiene excesivo carbón, de 2.2% a 4.5%, además de cantidades de silicio,
magnesio, fósforo cuyos contenidos son muy variables.


• Refinación del arrabio: En el alto horno, el oxígeno fue removido del
mineral por la acción del CO (monóxido de carbono) gaseoso, el cual se combinó
con los átomos de oxígeno en el mineral para terminar como CO2 gaseoso (dióxido
de carbono).
Ahora,
el oxígeno se empleará para remover el exceso de carbono del arrabio. A alta
temperatura, los átomos de carbono (C) disueltos en el hierro fundido se
combinan con el oxígeno para producir monóxido de carbono gaseoso y de este
modo remover el carbono mediante el proceso de oxidación.
En
forma simplificada la reacción es:

1.2 PROCESOS BÁSICOS DE USO
INDUSTRIAL ALEACIONES DE COBRE, ALUMNIO Y TITANIO.
ALEACIONES DE COBRE
·
Electrolisis
Para obtener mayores niveles de
pureza se usa la electrolisis que suministran niveles adecuados para su uso
comercial.
· Recocido
El cobre duro recocido se presenta muy
bien para operaciones en frío como son: doblado, estampado y embutido. El
recocido se produce calentando el cobre o el latón a una temperatura adecuado
en un horno eléctrico de atmósfera controlada, y luego se deja enfriar al aire.
Hay que procurar no superar la temperatura de recocido porque entonces se quema
el cobre y se torna quebradizo y queda inutilizado.
· Refinado
Se trata de un proceso controlado de
oxidación seguida de una reducción cuyo objeto es volatizar o reducir a
escorias todas las impurezas contenidas en el cobre con el fin de obtener cobre
de gran pureza.
· Temple
Tanto el latón como el cobre admiten
temple para aumentar su dureza y tenacidad. El proceso es mezclar cobre fundido
con un porcentaje del 3 al 5% de óxido de manganeso.
·
Secado de los concentrados:
Para fundir el concentrado en el Horno Flash se requiere un
0,2% de humedad. Para conseguirlo empleamos tres secadores: uno rotativo de gas
natural y dos de vapor.
·
Fusión:
El proceso de fusión de concentrados en el Horno Flash
permite obtener un producto intermedio conocido como mata, donde se eleva de 30
a un 62% el contenido medio de cobre. Además de la mata se obtienen escorias
y gases con un alto contenido en SO2
.
·
Conversión de la mata:
Durante este proceso se separan los restos de azufre,
hierro y otros metales del cobre. En él se genera energía que permite fundir
los recirculantes producidos en la Fundición y las chatarras adquiridas en el
mercado. Los productos que se obtienen de este proceso son: el cobre blister,
con un contenido medio del 99,5% en cobre, escorias,
y gases con SO2,
que unidos a los obtenidos en la Fusión, son finalmente transformados en ácido
sulfúrico.
·
Tratamiento de las escorias:
Las escorias
obtenidas en el Horno Flash y los convertidores se tratan en un horno eléctrico
para reducir el cobre contenido del 2 y 6% respectivamente, a menos del 1%. La
mata obtenida se vuelve a introducir en el proceso productivo, mientras que las
escorias
finales se comercializan.
·
Lavado de gases:
Los gases con SO2 procedentes de la
Fundición son enviados a la Sección de Lavado de las Plantas de Ácido para
eliminar el polvo arrastrado durante el proceso.
ALEACIONES DE COBRE
Las aleaciones se procesan en
las formas forjadas y de fundición, y el sistema de especificaciones incluye
ambas.

ALUMINIO Y SUS ALEACIONES
El aluminio es un metal ligero y por esa
característica se especifican frecuentemente para aplicaciones de ingeniería.
Es un elemento abundante en la naturaleza, el aluminio en la tierra, aunque no
se extrae fácilmente del estado en el que se encuentra en la naturaleza.
Sus elementos de aleaciones usualmente
son el cobre, magnesio, manganeso, silicio y zinc.
Las aleaciones de aluminio son, en
general, fáciles de mecanizar. Durante el arranque de viruta, las fuerzas de
corte que tienen lugar son considerablemente, menores que en el caso de las
generadas con el acero (la fuerza necesaria para el mecanizado del aluminio es
aproximadamente un 30% de la necesaria para mecanizar acero). Por consiguiente,
los esfuerzos sobre los útiles y herramientas, así como la energía consumida en
el proceso es menor para el arranque de un volumen igual de viruta.
El aluminio tiene unas excelentes
características de conductividad térmica, lo cual es una importante ventaja,
dado que permite que el calor generado en el mecanizado se disipe con rapidez.
Su baja densidad hace que las fuerzas de inercia en las piezas de aluminio
giratorio (torneados) sean asimismo mucho menores que en otros materiales.
Todos estos factores contribuyen a hacer
posible elevadas velocidades de corte (si los requisitos de calidad superficial
son elevados, estas elevadas velocidades de corte no sólo son posibles sino
necesarias) y una tasa de arranque de material mayor cuando se mecaniza
aluminio.
Sin embargo, el coeficiente de fricción
entre el aluminio y los metales de corte es, comparativamente con otros
metales, elevado. Este hecho puede causar el embotamiento de los filos de
corte, deteriorando la calidad de la superficie mecanizada a bajas velocidades
de corte e incluso a elevadas velocidades con refrigeración insuficiente.
Siempre que la refrigeración en el corte sea suficiente, hay una menor
tendencia al embotamiento con aleaciones más duras, con velocidades de corte
mayores y con ángulos de desprendimiento mayores.
PROCESOS DE USO INDUSTRIAL
· Mecanizado
· Torneado
Las herramientas estándar de torneado
para otros metales suelen emplearse para el mecanizado del aluminio (siempre
respetando las prescripciones respecto al ángulo de desprendimiento y a las
superficies características) Lo más habitual es trabajar con herramientas en
forma de plaquita fijadas mediante grapas o soldadura a un soporte.
- FLUIDOS REFRIGERANTES
En general el trabajo de desbaste puede
efectuarse sin líquidos de corte. Para el acabado, pueden emplearse emulsiones
o aceites de corte para retardar el embotamiento del filo y para refrigerar
herramienta y pieza.
· FRESADO
El fresado es un procedimiento al que se adapta
especialmente bien el aluminio. Debido a la acción cortante intermitente
produce pequeños intervalos de viruta y una menor tendencia al embotamiento del
filo. El empleo de fresas (ver figura 3) de un diámetro mayor permite trabajar
a una velocidad de corte mayor dado un valor de vueltas por minuto, que puede
ser el mismo que el empleado en acero. Sin embargo, las máquinas empleadas
deben tener una rigidez y una potencia adecuada.
Las fresas empleadas pueden ser de
cualquier tipo: cilíndricas, frontales, de disco de tres cortes, frontales de
dos labios, bicónicas, fresas para ranuras en t, etc. Suelen emplearse fresas
con insertos reemplazables. Las que están especialmente diseñadas para
mecanizar aluminio se caracterizan por un amplio espacio de evacuación de
viruta y una gran separación entre dientes. En función de las posiciones
relativas de fresa y pieza de trabajo el corte lo producirá la parte frontal de
la fresa o los extremos de su circunferencia.
· TALADRADO CON BROCAS
Las brocas apropiadas para el taladrado del aluminio (ver
figura 4) deben estar dotadas de grandes ángulos de hélice y acanaladuras
profundas. Para agujeros poco profundos (de hasta una profundidad de dos veces
el diámetro del taladro), pueden servir las mismas brocas que para el acero.
Para el taladrado siempre se debe puntear previamente.
· CORTE CON SIERRA
Las sierras circulares proporcionan un corte recto y
limpio. Se emplean para cortar secciones de perfiles largos o para efectuar
muescas. Con diámetros de hasta 250 mm pueden ser enteramente de acero rápido
o, las de mayor diámetro, discos con plaquitas de acero rápido o metal duro
como filos de corte.
El paso entre dientes depende del
diámetro de la sierra, así como del material a cortar. Por lo menos 3 o 4
dientes deberán estar simultáneamente en contacto con la pieza. Además, los
dientes de la sierra deberán estar dotados de filos de corte en sus partes
laterales, para prevenir interferencias debido a la acumulación de viruta, lo
cual redundará en una vida más larga de la herramienta y reducirá los
requerimientos de potencia.
· FORJADO
En el caso más simple, el metal es comprimido entre
martillo y un yunque y la forma final se obtiene girando y moviendo la pieza de
trabajo entre golpe y golpe. Para producción en masa y el formado de secciones
grandes, el martillo es sustituido por un martinete o dado deslizante en un
bastidor e impulsado por una potencia mecánica, hidráulica o vapor.
Si bien, el forjado puede realizarse ya
sea con el metal caliente o frío, el elevado gasto de potencia y desgaste en
los dados, así como la relativamente pequeña amplitud de deformación posible,
limita las aplicaciones del forjado en frío. Un ejemplo es el acuñado, donde
los metales superficiales son impartidos a una pieza de metal por forjado en
frío. El forjado en caliente se está utilizando cada vez más como un medio para
eliminar uniones y por las estructuras particularmente apropiadas u propiedades
que puede ser conferidas al producto final. Es el método de formado de metal
más antiguo y hay muchos ejemplos que se remontan hasta 1000 años A. C.
· FUNDICIÓN
La Fundición es el proceso de fabricación de piezas mediante el colado
del material derretido en un molde. Los mismos que son elaborados en arena y
arcilla debido a la abundancia de este material y también a la resistencia que
tiene al calor, permitiendo además que los gases se liberen al ambiente y que
el metal no
 La Fundición
se lo puede realizar de muchas maneras, pero todas obedecen al principio
anteriormente descrito, el proceso comienza con la elaboración del modelo que
es la pieza que se desea reproducir, usualmente es hecha en madera o yeso, pero
cuando la producción es en masa se la maquina en metales “blandos “como el
aluminio, es evidente que debe ser ligeramente más grande que la pieza que se
desea fabricar ya que existe contracciones del metal cuando se enfría, son necesarias
las previsiones para evacuación de gases, usualmente conocidos como venteos.
La Fundición
se lo puede realizar de muchas maneras, pero todas obedecen al principio
anteriormente descrito, el proceso comienza con la elaboración del modelo que
es la pieza que se desea reproducir, usualmente es hecha en madera o yeso, pero
cuando la producción es en masa se la maquina en metales “blandos “como el
aluminio, es evidente que debe ser ligeramente más grande que la pieza que se
desea fabricar ya que existe contracciones del metal cuando se enfría, son necesarias
las previsiones para evacuación de gases, usualmente conocidos como venteos.
Luego se
procede a la fabricación de la matriz de arena o molde la cual se comienza
compactando la arena alrededor del modelo, cuando se requiere fabricar una
pieza que es hueca se debe provisionar un “macho” que es un elemento sólido
colocado en la matriz para que allí no ingrese el metal fundido, es importante
anotar que siempre se está trabajando se lo hace en negativo, es decir donde no
se requiere metal se coloca el macho y donde si se lo requiere se lo coloca el
modelo que evidentemente deberá ser extraído previo al colado desde la
Fundición, es usual también que se coloquen modelos de cera , la cual se
derrite conforme ingresa el metal ocupando su lugar para ulteriormente
enfriarse.
Una vez
retirado el modelo y las dos partes del molde, es frecuente esta geometría para
poder retirar el modelo, se procede al colado que no es otra cosa, que el
vertido de metal líquido la matriz que se ha construido, luego viene el enfriado
que debe ser controlado para que no aparezcan grietas ni tensiones en la pieza
formada.
El desmolde
viene a continuación, el cual se desarrolla con la rotura del molde y el
reciclaje de la arena, la pieza se presenta burda por lo cual se suele someter
a un proceso de desbarbado y pulido.
TITANIO Y SUS ALEACIONES
Las aleaciones comerciales
de titanio, con una pureza del 99,2 %, tienen una tensión de rotura de
unos 434 MPa (63.000
psi), equivalente a la de las aleaciones comunes de acero pero con una menor densidad que estas. El titanio
tiene una densidad un 60 % mayor que el aluminio, pero es el doble de
fuerte que la aleación de aluminio.
El principal mineral de titanio es el
rutilo, que tiene un 98 un 995 de TiO2, y la ilmenita, que es una combinación
de FeO y TiO2. Se prefiere al rutilo como mineral debido a su alto contenido de
titanio para recuperar el metal de sus minerales, el TiO2 se convierte a
tetracloruro de titanio haciendo reaccionar el compuesto con gas cloro. Después
continúan varios pasos de destilación para remover impureza. El tetracloruro de
titanio altamente concentrado se reduce entonces a titanio metálico por medio
de una reacción con magnesio; este se conoce como proceso Kroll. Se puede usar
también el sodio como agente reductor. En cualquier caso, debe mantenerse una
atmosfera inerte para prevenir que el O2, N2 o H2, contaminen el titanio,
debido a su finalidad química por esos gases. El metal resultante se usa para
hacer lingotes de fundición de titanio y sus aleaciones.
El proceso más reciente de
producción, denominado proceso
FFC Cambridge, emplea el polvo de
dióxido de titanio como materia prima para la
fabricación del metal de titanio. Este proceso tiene menos pasos que el método
de Kroll, requiere menos tiempo y permite la producción de aleaciones al
emplear determinadas mezclas de polvos de óxido. Las aleaciones más comunes
del titanio se obtienen por medio de reducción, como por ejemplo en los casos
del cuprotitanio (reducción de rutilo con cobre añadidura), del titanio ferrocarbonado (ilmenita
reducida con coque en
una caldera eléctrica) y del manganotitanio (rutilo con manganeso u óxidos
de manganeso.
En el ámbito de la
construcción y fabricación, todas las soldaduras de
titanio deben hacerse bajo atmósferas inertes de argón o helio para evitar la contaminación con gases atmosféricos
como el oxígeno, el nitrógeno o
el hidrógeno. De no se así, la contaminación puede causar una variedad
de condiciones no deseadas, como la pérdida de ductilidad, que a su vez pueden
llevar a una reducción de la integridad de la soldadura y fallos en las
uniones.


1.3 FUNCIONAMIENTO DEL PROCESO TECNOLÓGICO Y OTROS PRODUCTOS OBTENIDOS.
LINGOTES Y COLADA CONTINUA
Para fabricar los diferentes objetos
útiles en la industria metal metálica, es necesario que el hierro se presente
en barras, láminas, alambres, placas, tubos o perfiles estructurales, los que
se obtienen de los procesos de rolado.
El proceso de rolado consiste en pasar a
un material por unos rodillos con una forma determinada, para que al aplicar
presión el material metálico adquiera la forma que se necesita. El material
metálico que se alimenta a los rodillos debe tener una forma determinada, esta
forma se obtiene al colar en moldes el metal fundido que será procesado, a
estos productos se les llama lingotes o lupias y pueden ser secciones
rectangulares, cuadradas o redondas. Los lingotes (cilindros con un extremo
menor que el otro) o lupias (lingotes de gran tamaño con secciones
rectangulares) pueden tener desde 25 Kg. hasta varias toneladas, todo dependerá
de para qué se van a utilizar y con qué tipo de rodillos se van a procesar.
COLADA CONTINUA
Cuando se requiere un material de
sección constante y en grandes cantidades se puede utilizar el método de la
colada continua, el cual consiste en colocar un molde con la forma que se
requiere debajo de un crisol, el que con una válvula puede ir dosificando material
fundido al molde. Por gravedad el material fundido pasa por el molde, el que
está enfriado por un sistema de agua, al pasar el material fundido por el molde
frío se convierte en pastoso y adquiere la forma del molde. Posteriormente el
material es conformado con una serie de rodillos que al mismo tiempo lo
arrastran hacia la parte exterior del sistema. Una vez conformado el material
con la forma necesaria y con la longitud adecuada el material se corta y
almacena. Por este medio se pueden fabricar perfiles, varillas y barras de
diferentes secciones y láminas o placas de varios calibres y longitudes. La
colada continua es un proceso muy eficaz y efectivo para la fabricación de
varios tipos de materiales de uso comercial.

METALURGIA DE POLVOS
Se define como el arte de elaborar
productos comerciales a partir de polvos metálicos.
En este proceso no siempre se utiliza el
calor, pero cuando se utiliza este debe mantenerse debajo de la temperatura de
fusión de los metales a trabajar. Cuando se aplica calor en el proceso
subsecuente de la metalurgia de los polvos se le conoce como sinterizado, este
proceso genera la unión de partículas finas con lo que se mejora la resistencia
de los productos y otras de sus propiedades. Las piezas metálicas producto de
los procesos de la metalurgia de los polvos son producto de la mezcla de
diversos polvos de metales que se complementan en sus características. Así se
pueden obtener metales con cobalto, tungsteno o grafito según para qué va a ser
utilizado el material que se fabrica.
El metal en forma de polvo es más caro
que en forma sólida y el proceso es sólo recomendable para la producción en
masa de los productos, en general el costo de producción de piezas producto de
polvo metálico es más alto que el de la fundición, sin embargo, es justificable
y rentable por las propiedades excepcionales que se obtienen con este
procedimiento. Existen productos que no pueden ser fabricados y otros no
compiten por las tolerancias que se logran con este método de fabricación.
El proceso de manera general consiste
en:
- Producción de polvo de los
metales que serán utilizados en la pieza.
- Mezclado de los metales
participantes.
- Conformado de las piezas
por medio de prensas.
- Sinterizado de las piezas.
- Tratamientos térmicos.
PRODUCCIÓN Y CARACTERIZACIÓN DE POLVOS
El tamaño, forma y distribución de los
polvos afectan las características de las piezas a producir, por lo que se debe
tener especial cuidado en la forma en la que se producen los polvos. Las
principales características de los polvos a considerar son:
- Forma.
- Finura.
- Distribución.
- Capacidad para fluir.
- Propiedades químicas.
- Compresibilidad.
- Densidad.
- Propiedades de
sinterización.
- FORMA
La forma del polvo depende de la manera
en la que se produjo el polvo, esta puede ser esférica, quebrada, dendrítica.
Plana o angular.
- FINURA
La finura se refiere al tamaño de la
partícula, se mide por medio de mallas normalizadas, las que consisten en
Cribas normalizadas, las que se encuentran entre las 36 y 850 micras.
- DISTRIBUCIÓN DE LOS TAMAÑOS
DE PARTÍCULAS
Se refiere a las cantidades de los
tamaños de las partículas que participan en la composición de una pieza de
polvo, esta distribución de tamaños tiene gran influencia en la fluidez y
densidad de las partículas y en la porosidad final del producto.
- FLUIDEZ
Es la propiedad que le permite fluir
fácilmente de una parte a otra o a la cavidad del molde. Se mide por una tasa
de flujo a través de un orificio normalizado.
- PROPIEDADES QUÍMICAS
Son características de reacción ante
diferentes elementos. También se relacionan con la pureza del polvo utilizado.
- COMPRESIBILIDAD
Es la relación que existe entre el
volumen inicial del polvo utilizado y el volumen final de la pieza comprimida.
Esta propiedad varía considerablemente en función del tamaño de las partículas
de polvo y afecta directamente a resistencia de las piezas.
- DENSIDAD APARENTE
Se expresa en kilogramos por metro
cúbico. Esta debe ser constante siempre, para que la pieza tenga en todas sus
partes la misma cantidad de polvo.
- VENTAJAS Y LIMITACIONES DE
LA SINTERIZACIÓN
La sinterización es la unión de las
partículas por medio del calor. Dependerá del tipo de polvo que se esté
utilizando, por lo que existen tantas temperaturas de sinterización como
materiales utilizados.
VENTAJAS
• La producción de carburos
sinterizados, cojinetes porosos y bimetálicos de capas moldeadas, sólo se puede
producir por medio de este proceso.
• Porosidad controlada.
• Tolerancias reducidas y acabado
superficial de alta calidad.
• Por la calidad y pureza de los polvos
producidos, se pueden obtener también piezas de alta pureza.
• No hay pérdidas de material.
• No se requieren operarios con alta
capacitación.
LIMITACIONES
• Los polvos son caros y difíciles de
almacenar.
• El costo del equipo para la producción
de los polvos es alto.
• Algunos productos pueden fabricarse
por otros procedimientos más económicos.
• Es difícil hacer productos con diseños
complicados.
• Existen algunas dificultades térmicas
en el proceso de sinterizado, especialmente con los materiales de bajo punto de
fusión.
• Algunos polvos de granos finos
presentan riesgo de explosión, como aluminio, magnesio, zirconio y titanio.
PRODUCTOS FABRICADOS POR SINTERIZACIÓN
• Filtros metálicos
• Carburos cementados
• Engranes y rotores para bombas
• Escobillas para motores
• Cojinetes porosos
• Magnetos
• Contactos eléctricos
1.4. AFINO DEL ACERO
En los procesos de fabricación del
acero, ¿se obtiene en la colada la calidad, pureza y composiciones deseadas? La
respuesta a esta pregunta, en general, es no.
Cualquiera que sea el proceso de
obtención del acero, siempre trae consigo la presencia de impurezas, gases,
incrustaciones y segregaciones que hacen necesario la implementación de
procesos de refinación posterior, comúnmente conocidos como “afino” del acero.
Aunque casi todo el hierro y acero que
se fabrica en todo el mundo se obtienen a partir de arrabio producido en altos
hornos, hay otros métodos de refinado del hierro que se han practicado de forma
limitada. Uno de ellos es el denominado método directo para fabricar hierro y
acero a partir del mineral, sin producir arrabio. En este proceso se mezclan
mineral de hierro y coque en un horno de calcinación rotatorio y se calientan a
una temperatura de unos 950 ºC. El coque caliente desprende monóxido de
carbono, igual que en un alto horno, y reduce los óxidos del mineral a hierro
metálico. Sin embargo, no tienen lugar las reacciones secundarias que ocurren
un alto horno, y el horno de calcinación produce la llamada esponja de hierro,
de mucha mayor pureza que el arrabio. También puede producirse hierro
prácticamente puro mediante electrólisis, haciendo pasar una corriente
eléctrica a través de una disolución de cloruro de hierro. Ni el proceso
directo ni el electrolítico tienen importancia comercial significativa.
Las técnicas y procedimientos de
refinación del acero, no se encuentran fácilmente en la literatura técnica, por
cuanto constituyen secretos industriales, que son la base de la competitividad.
El afino es el proceso de descarburación
y eliminación de impurezas al que se somete el arrabio (hierro de primera
fundición con alto porcentaje de carbono) para la obtención del acero.
En el proceso de obtención del acero
como el arrabio que es el hierro de primera fundición, siempre se contará con
la presencia de impurezas como el azufre o silicio, gases, incrustaciones, segregaciones
y exceso de carbono por lo que se busca reducirlo a un máximo de 2%. Todo esto
hace necesario el proceso de refinación, comúnmente conocido como “afino del
acero”.
Los modernos métodos de producción del
acero utilizan el arrabio como materia prima. El afino se efectúa por los
siguientes métodos: convertidor (hogar abierto), proceso de inyección por
oxígeno (soplado) y con horno eléctrico.
MÉTODOS DE AFINO DEL ACERO:
●
Convertidor:
Este método se efectúa dentro de un gran recipiente revestido de una materia
refractaria y con el fondo perforado. Es colada a una temperatura de 1300 ºC se
agrega al convertidor que se mantiene en posición horizontal que evita que el
líquido alcance los orificios. El convertidor se endereza y comienza el soplado
de aire una vez terminada la carga. Con esto se logra una temperatura de
1600ºC. El proceso con el convertidor es muy rápido y dura alrededor de 20
minutos.
●
Proceso
de inyección por oxígeno (soplado): Consiste en introducir un tubo al
recipiente justo en la superficie del arrabio, insuflando oxígeno a gran
presión, que permite una reducción rápida de los componentes lográndose así un
afino en un corto tiempo y con buenos resultados de calidad del acero.


●
Con
horno eléctrico: Está constituido por un horno recubierto de una bóveda, es con
frecuencia basculante para facilitar el vaciado y la colada. Se emplean hornos
de, arco independiente, hornos de arco directo con solera conductora o sin
ella, hornos de resistencia, hornos de inducción. Los hornos eléctricos alcanzan
fácilmente las 80 toneladas de arrabio y algunos las 200 toneladas, y permiten
la utilización de acero homogéneo y bien desoxidado. Otra ventaja que presentan
es la de fácil control de temperatura; así mismo alcanzan rápidamente
temperaturas elevadas.

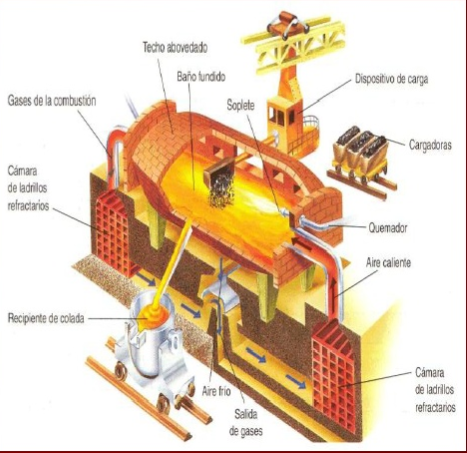
- Afino en hogar abierto: Son hornos de gas que funden en su interior a 1 800ºC lingotes de arrabio solidificado y chatarra. Al alcanzar dicha temperatura se destruyen todas las impurezas y se consiguen aceros de calidad aptos para fabricar piezas de maquinaria.
El horno es un recipiente rectangular con puertas para combustible y gases en ambos extremos. Estas puertas deben dirigir los gases hacia abajo, hacia la carga o baño del metal. La llama y los gases calientes pasan por encima del baño y salen por el extremo opuesto del horno.Los gases de la combustión atraviesan uno o dos regeneradores antes de perderse en la chimenea; se colocan calderas después de los regeneradores para recuperar el calor.
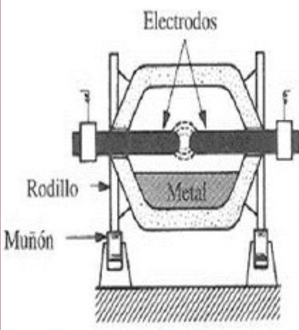
- Proceso de arco eléctrico: El calor se genera, por la resistencia que la masa de hierro presenta al paso de la corriente. Se funde en un crisol de arcilla refractaria, hierro dulce de elevada pureza, con cantidades perfectamente medidas de fundición de hierro. La fuente de calor es un arco eléctrico continuo, que se forma entre los electrodos y el metal cargado . Existen normalmente tres electrodos de grafito, que pueden ser de hasta 750 mm (30 pulg) de diámetro y de 1.5 a 2.5 m (5 a 8 pies) de longitud. Su altura dentro del horno se puede ajustar en respuesta a la cantidad de metal presente y al desgaste de los electrodos.

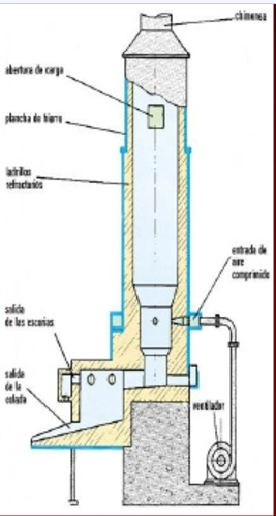
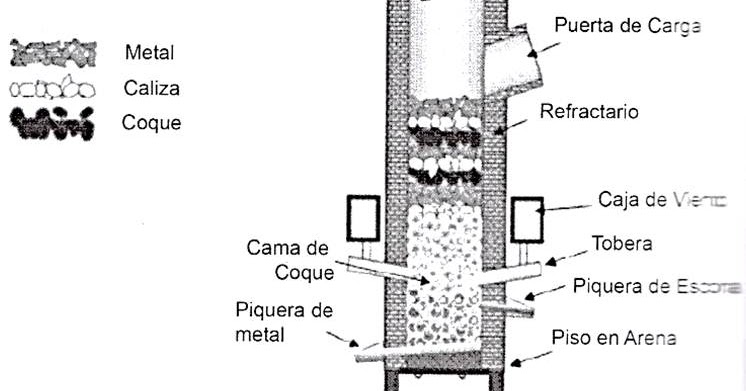
- Afino por medio de cubilote: El cubilote es un horno cilíndrico con una altura de 10 m, recubierto de ladrillo refractario, en el cual se introducen capas alternadas de arrabio y de carbón de coque (tras encender con maderas) hasta sobrepasar la altura de las toberas.Una vez incandescente se añade el fundente y se inyecta aire por las toberas. El metal fundido cae en un crisol y cuando está lleno se abre la piquera y se recoge el metal en cucharas de colada para después verter en los moldes de fundición. Las toberas son boquillas a través de las cuales pasa el aire al interior del horno desde la caja de viento. .
1.5. PROCESOS TECNOLÓGICOS PARA LA OBTENCIÓN DEL ACERO, HORNOS BOF, ELÉCTRICOS, CONVERTIDORES BESSEMER Y THOMAS
Una vez obtenido el arrabio o el hierro
esponja (es de mayor pureza que el arrabio, producido en horno de calcinación y
un alto horno) es necesario refinar al hierro para que se transforme en
material útil para diferentes objetos o artefactos, o sea en hierro o acero
comercial.
PRINCIPALES PROCESOS DE LOS HIERROS Y ACEROS COMERCIALES.
- CONVERTIDOR BESSEMER-
THOMAS
El procedimiento Bessemer fue el primer
proceso de fabricación químico que sirvió para la fabricación en serie de
acero, fundido en lingotes, de buena calidad y con poco coste a partir del
arrabio. Este procedimiento fue llamado así en honor de Henry Bessemer, quien
obtuvo la patente en 1855 y la utilizó a través de la Henry Bessemer and
Company, sociedad implantada en Sheffield, ciudad del Norte de Inglaterra.
El procedimiento fue descubierto de
forma independiente en 1851 por William Kelly. El mismo también había sido usado
fuera de Europa durante cientos de años, pero no a una escala industrial. El
principio clave es la retirada de impurezas del hierro mediante la oxidación
producida por el insuflado de aire en el hierro fundido. La oxidación causa la
elevación de la temperatura de la masa de hierro y lo mantiene fundido.
HORNO
Es un horno en forma de pera que está
forrado con refractario de línea ácida o básica. El convertidor se carga con
chatarra fría y se le vacía arrabio derretido, posteriormente se le inyecta
aire a alta presión con lo que se eleva la temperatura por arriba del punto de
fusión del hierro, haciendo que este hierva. Con lo anterior las impurezas son
eliminadas y se obtiene acero de alta calidad. Este horno ha sido substituido
por el BOF.

Horno Bessemer
- HORNO BÁSICO DE OXÍGENO
(BOF)
El Proceso BOF se originó en Austria en
1952, fue hecho para convertir arrabio con bajo contenido de fósforo (0.3%) se
bautizó con las iniciales LD Lanza de Linz, Luego la técnica se extendió para
arrabios de alto fósforo, mediante la adición al chorro de oxígeno de polvo de
piedra caliza. Entonces se logró la producción de aceros con arrabio de
contenidos con alto fósforo que llegan al 2%.
Es un horno muy parecido al Bessemer con
la gran diferencia de que a este horno en lugar de inyectar aire a presión se
le inyecta oxígeno a presión, con lo que se eleva mucho más la temperatura que
en el Bessemer y en un tiempo muy reducido. El nombre del horno se debe a que
tiene un recubrimiento de refractario de la línea básica y a la inyección del
oxígeno. La carga del horno está constituida por 75% de arrabio procedente del
alto horno y el resto es chatarra y cal. La temperatura de operación del horno
es superior a los 1650°C y es considerado como el sistema más eficiente para la
producción de acero de alta calidad. Este horno fue inventado por Sir Henrry
Bessemer a mediados de 1800, sólo que como en esa época la producción del
oxígeno era cara se inició con la inyección de aire, con lo que surgió el
convertidor Bessemer.

- HORNO DE ARCO ELÉCTRICO
Por lo regular son hornos que sólo se
cargan con chatarra de acero de alta calidad. Son utilizados para la fusión de
aceros para herramientas, de alta calidad, de resistencia a la temperatura o
inoxidables. Considerando que estos hornos son para la producción de aceros de
alta calidad siempre están recubiertos con ladrillos de la línea básica.
Existen hornos de arco eléctrico que
pueden contener hasta 270 toneladas de material fundido. Para fundir 115
toneladas se requieren aproximadamente tres horas y 50,000 kwh de potencia.
También en estos hornos se inyecta oxígeno puro por medio de una lanza. Los
hornos de arco eléctrico funcionan con tres electrodos de grafito los que pueden
llegar a tener 760mm de diámetro y longitud de hasta 12m. La mayoría de los
hornos operan a 40v y la corriente eléctrica es de 12,000 A.
Estos equipos tienen un crisol o cuerpo
de placa de acero forrado con refractario y su bóveda es de refractario también
sostenida por un cincho de acero, por lo regular enfriado con agua. Para la
carga del horno los electrodos y la bóveda se mueven dejando descubierto al
crisol, en el que se deposita la carga por medio de una grúa viajera.
Estos equipos son los más utilizados en
industrias de tamaño mediano y pequeño, en donde la producción del acero es
para un fin determinado, como varilla corrugada, aleaciones especiales, etc.

Horno de arco eléctrico
FUENTES DE INFORMACIÓN:
- Medellín Miguel. (2012). Procesos Tecnológicos.
2014, de Todo sobre Ingeniería Sitio web: https://todoingenieriaindustrial.wordpress.com/procesos-de-fabricacion/4-procesos-tecnologicos-para-la-obtencion-del-acero-hornos-bof-electricos-convertidores-bessemer-y-thomas/
- JonhnA. Schey. Procesos de
Manufactura. Mc Graw Hill, 3era edición, 2000.
- Medina, D. M. (2010).
TESOEM. La Paz, Edo, de Mexico. Recuperado de:
http://www.tesoem.edu.mx/alumnos/cuadernillos/2010.025.pdf
- Lopez, A. D. (2016). Prezi. Los Rios, Tabasco.
Recuperado de:
https://prezi.com/folcetjh8usj/11-proceso-tecnologico-del-hierro-de-primera-fusion/
- Torres A..
(2014). Afino del acero. 2015, de Todo sobre Ingeniería Sitio web:
https://todoingenieriaindustrial.wordpress.com/procesos-de-fabricacion/3-afino-del-acero/

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Este comentario ha sido eliminado por el autor.
ResponderEliminarMe gustaría que ampliarán la información e imágenes sobre PRODUCTOS FABRICADOS POR SINTERIZACIÓN.
ResponderEliminarEste comentario ha sido eliminado por el autor.
ResponderEliminarComentario del equipo dos al uno:
ResponderEliminarBuena información. Respecto al punto 1.2 aquí hay un video sobre un proceso industrial completo que ilustra y complementa perfectamente este punto, partiendo desde la materia prima hasta un producto comercializable. Al igual muestra el proceso de "Colada continua" (1.3)
https://www.youtube.com/watch?v=PkUBA9bJdvQ
Este comentario ha sido eliminado por el autor.
ResponderEliminarComentario del equipo 2 al equipo 1
ResponderEliminarNoté que la mayoría de los párrafos contienen imágenes para ejemplificar los diferentes procesos del afino del acero, muy buen contenido en esa parte. Me hubiera gustado ver más ejemplos así al principio del blog; en general la información es buena, concisa y relevante.
Comentario del EQUIPO 5 al EQUIPO 1: Las imágenes y el diagrama que utilizaron acerca del proceso de fusión del hierro funciono como un gran apoyo para complementar la información. Les recomendamos usar mas ejemplos, pero en general la información cumplió su objetivo.
ResponderEliminarComentario del EQUIPO 5 al EQUIPO 2: Creemos que la información que pusieron es la suficiente para entender la idea principal de los temas abordados. Y les recomendamos apoyarse de algún vídeo para mostrar los procesos de otra forma. https://www.youtube.com/watch?v=riQQtxhCzWs
ResponderEliminarComentario del equipo numero 4: Nos pareció que la información que compartieron fue muy buena y muy detallada. Desde nuestro punto de vista todo fue entendido debido a que todos los procesosfueron explicados de una gran manera, además las imágenes ayudaron mucho a la comprensión.
ResponderEliminarComentario del equipo cuatro al equipo numero 1:la imagen del proceso de la fundición del hierro fue muy buena, todos los pasos y elementos fueron muy claros.
ResponderEliminarEquipo 5 para equipo 2, acerca del punto 1.5. aportamos un vídeo acerca del funcionamiento del horno de arco eléctrico para una mejor comprensión. https:// www.youtube.com/watch?v=0bKbBJUR7hk
ResponderEliminarComentario equipo 5 para equipo 1. La información expuesta contiene un lenguaje sencillo y completo, los esquemas e imágenes, fueron de gran apoyo. Muy buen contenido.
ResponderEliminarComentario del equipo 5 para equipo 1: Hacen falta algunas imágenes o esquemas para complementar pero la información cumple su objetivo al desarrollar claramente los temas.
ResponderEliminarComentario del equipo 5 al 2: Creo que está muy buen explicada la información, es comprensible y no ocupa un lenguaje complicado, lo único que les haría falta sería ocupar esquemas o algo por el estilo.
ResponderEliminarEste comentario ha sido eliminado por el autor.
ResponderEliminarComentario del equipo 6 al equipo 2: La información que pusieron es muy buena, habla claro del tema y por ende no confunde
ResponderEliminarComentario del equipo 6 al equipo 2: Todo lo que dice su información esta muy bien pero les dejo un vídeo para que se complemente aun mas:
ResponderEliminarhttps://www.youtube.com/watch?v=-KJGeFP-af8
Este comentario ha sido eliminado por el autor.
ResponderEliminarComentario del equipo 6 al 1: La información que pusieron esta muy completa y en lo personal ayudan mucho las imágenes ya que nos damos una idea de como es en fisico el tema del que están hablando.
ResponderEliminarComentario del equipo 6 al 1: Considero que la explicación que dan acerca de los procesos de uso industrial está completa, aunque me parece que puede ser más interactiva con algunos videos que refuercen el tema, por los demás temas me parece que la información presentada sí es relevante para entender cada subtema.
ResponderEliminarComentario del equipo 6 al 2. Me parece buena su información presentada abarca bien los temas ya que presentan imágenes sobre los distintos hornos y además estas se complementan con la explicación dada que es necesaria.
ResponderEliminarComentario del equipo 6 al equipo 1:
ResponderEliminarEn cuanto al tema 1.3 me parece que la explicación que dan sobre los distintos procesos tecnológicos fue muy completa y me parecieron las imágenes mostradas de gran ayuda para entender mejor el subtema, buen trabajo.
Este comentario ha sido eliminado por el autor.
ResponderEliminarcomentario del equipo 3 al equipo 1:
ResponderEliminarla información esta muy completa , y se entiende muy bien , a partir de esta información nos pudimos informar acerca de los procesos que se tienen que llevar a cabo para la obtención de los diferentes productos elaborados , ademas que las imágenes nos ilustran dichos procesos.
comentario del equipo 3 al equipo 2:
ResponderEliminarme parece que la información esta bien definida, al leerla es de fácil entendimiento , este tema me pareció muy interesante , ya que nos explican los diferentes métodos del afino del acero , de igual manera los hornos que son utilizados para los procesos , para esto las imágenes complementan muy bien , ya que en ellas se explica la utilización de estos.
Comentario del equipo 3 al equipo 1: Con respecto a la información que han subido hemos notado que su investigación fue realizada de forma correcta así como también puede verse de manera clara y concreta.
ResponderEliminarBons artigos, Você já ouviu falar do Sr. Benjamin, Email: lfdsloans@outlook.com --WhatsApp Contact: + 1-9893943740-- que trabalham com serviços de financiamento, me concedem um empréstimo de US $ 95.000,00 para iniciar o meu negócio e eu os pago anualmente há dois anos e ainda tenho dois anos restantes, embora goste de trabalhar com eles, porque eles são credores de empréstimos genuínos que podem lhe dar qualquer tipo de empréstimo.
ResponderEliminarEste comentario ha sido eliminado por el autor.
ResponderEliminar