UNIDAD 3. PROCESOS DE CAMBIO DE FORMA
EQUIPO 5
TEMA 3.1. Fundición,
colada al alto vacío, centrífuga y precisión.
Hierro colado o
fundición.
La
realización de este proceso empieza lógicamente con el molde. La cavidad de
este debe diseñarse de forma y tamaño ligeramente sobredimensionado, esto
permitirá la contracción del metal durante la solidificación y enfriamiento.
Cada metal sufre diferente porcentaje de contracción, por lo tanto si la
presión dimensional es crítica la cavidad debe diseñarse para el metal
particular que se va a fundir. Los moldes se hacen de varios materiales que
incluyen arena, yeso, cerámica y metal.
Proceso:
Se
calienta primero el metal a una temperatura lo suficientemente alta para
transformarlo completamente al estado líquido, después se vierte directamente
en la cavidad del molde. En un molde abierto el metal líquido se vacía
simplemente hasta llenar la cavidad abierta. En un molde cerrado existe una vía
de paso llamada sistema de vaciado que permite el flujo del metal fundido desde
afuera del molde hasta la cavidad, este es el más importante en operaciones de
fundición.
Cuando
el material fundido en el molde empieza a enfriarse hasta la temperatura
suficiente para el punto de congelación de un metal puro, empieza la
solidificación que involucra un cambio de fase del metal. Se requiere tiempo
para completar este cambio de fase porque es necesario disipar una considerable
cantidad de calor. El metal adopta la forma de cavidad del molde y se
establecen muchas de las propiedades y características de la fundición. Al
enfriarse la fundición se remueve del molde; para ello pueden necesitarse
procesamientos posteriores dependiendo del método de fundición y del metal que
se usa.
Existen dos tipos de hierro
colado o fundición: la fundición gris y la fundición blanca, cuyo
nombre lo recibe por el color característico en la fractura de una
pieza colada.

Fundición gris.
Es excelente para obtener piezas complicadas de
maquinaria, pues es muy fluido cuando s e halla fundido
y l lega con bastante facilidad a todas las partes de un molde,
además de ser maquinable es duro y frágil.
Fundición
blanca.
Es más frágil que la fundición gris se emplea
principalmente para obtener el hierro maleable, el cual
se obtiene recociendo la fundición blanca y convertirla en un hierro
más dúctil y tenaz.
Colada al alto vacío
También conocido como Proceso V, utiliza un
molde de arena que se mantiene unido por medio de una presión de vacío en lugar
de emplear un aglutinante químico.
Una de sus ventajas es la recuperación de
arena y una desventaja es que es un
proceso relativamente lento y no se adapta con facilidad a la mecanización.
Principales
aplicaciones:
- Usada para fabricar piezas pequeñas o muy
grandes.
- Puede utilizarse para materiales
metálicos y no metálicos
- Uniformidad con las propiedades del metal
a utilizar.
- Se precalienta una película delgada de
plástico y se coloca sobre una placa de ensamble o modelo de capucha y
base por medio de vacío; el modelo tiene agujeros de ventilación pequeños
para facilitar la formación del vacío.


- Sobre la placa del modelo se coloca una
caja de moldeo de diseño especial y se llena con arena, en la que se forma
un bebedero y embudo de vertido.


- Sobre la caja de moldeo se coloca otra película de plástico delgada y
se induce un vacío que hace que los granos de arena permanezcan unidos, lo
que forma un molde rígido.


- El vacío sobre el modelo del molde se
libera para permitir que éste salga del molde.


- Este molde se ensambla con su mitad
correspondiente para formar la capucha y la base, y manteniendo el vacío
sobre ambas mitades se hace el vertido. La película de plástico se quema
con rapidez al contacto del metal fundido. Después de la solidificación, se
recupera casi toda la arena para volver a emplearla.


En fundiciones de producción pequeña, los
moldes se alinean en el piso conforme se van haciendo y el metal es tomado
entonces en pequeñas cucharas de vaciado. Cuando se requiere mas metal o si un
metal más pesado es vaciado, se utilizan cucharas que se diseñaron para ser
usadas por dos hombres.
En fundiciones grandes, el problema de manejo
de moldes y vaciado de metal se resuelve colocando los moldes sobre
transportadores y haciéndolos pasar lentamente por una estación de vaciado.
La estación de vaciado puede ser localizada
permanentemente cerca del horno o el metal puede ser traído a ciertos puntos
por equipo de manejo aéreo.
Los
transportadores sirven como un almacén de lugar para los moldes, los cuales son
transportados a un cuarto de limpieza.
Centrifugado

El
metal fundido se vacía sobre el eje de rotación y es obligado a pasar por el
molde debido a la fuerza centrífuga.
Es un sistema donde por medio de un tallo se hace llegar metal
fundido a racimos de piezas colocadas simétricamente en la periferia. Al poner
a girar el sistema se genera fuerza centrífuga la que es utilizada para
aumentar la uniformidad del metal que llena las cavidades de los moldes.
Fundición centrífuga
La
fundición centrifuga es el proceso de hacer girar el molde mientras se
solidifica el metal, utilizando así la fuerza centrífuga para acomodar el metal
en el molde. Se obtienen mayores detalles sobre la superficie de la pieza y la
estructura densa del metal adquiere propiedades físicas superiores.
Las
piezas de forma simétricas se prestan particularmente para este método, aun
cuando se pueden producir otros muchos tipos de piezas fundidas. Por fundición
centrifuga se obtienen piezas más económicas que por otros métodos.
Los corazones en forma cilíndrica y
rebosaderos se eliminan. Las piezas tienen una estructura de metal densa con
todo y las impurezas que van de la parte posterior al centro de la pieza pero
que frecuentemente se maquinan. Por razón de la presión extrema del metal sobre
el metal, se pueden lograr piezas de secciones delgadas también como en la
fundición estática.


Los
moldes permanentes se han hecho frecuentemente en la fundición centrifuga de
magnesio. Desde entonces las piezas de fundición de magnesio son forzadas
nuevamente al molde, las piezas se enfrían más rápidamente y el aire o gas
atrapados se eliminan entre el molde y el material.
Se
pueden hacer desde anillos de pistón de pocos gramos de peso y rodillo para
papel que pesen arriba de 40 toneladas, Blocks de máquinas en aluminio aunque
en la fundición centrífuga hay limitaciones en el tamaño y forma de piezas
fundidas.
Precisión
Se utiliza
para fabricar piezas geométricas complejas con gran precisión
de detalle.
También
es conocido como moldeo en cascaron o de concha, y es el proceso de fundición
en el que el molde es un cascarón delgado (puede ser de 9 mm o de 3/8 de
pulgada) hecho de arena y se mantiene cohesionado por medio de un aglutinante
de resina termofija.

Ventajas
La
superficie es más suave que la del molde convencional de arena verde, y esta
suavidad permite un flujo más fácil durante el vertido del metal líquido y un
acabado mejor de la superficie del fundido final.
Con
éste proceso se puede excluir la necesidad de un maquinado adicional.
Algunos
ejemplos de moldeo con concha incluyen a los engranajes, cuerpos de válvulas,
boquillas y árboles de levas



EQUIPO 6
Tema 3.2 Formado mecánico, forjado, prensado,
estirado, cizallado, doblado, extrusión, embutido y troquelado.
La deformación es únicamente uno de los diversos procesos que
pueden usarse para obtener formas intermedias o finales en el metal.
El estudio de la plasticidad está comprometido con la relación
entre el flujo del metal y el esfuerzo aplicado. Si ésta puede determinarse,
entonces las formas más requeridas pueden realizarse por la aplicación de
fuerzas calculadas en direcciones específicas y a velocidades controladas.
Las maquinas, aparatos, herramientas y diversos artículos
mecánicos están formados por muchas piezas unidas, tales como: pernos,
armazones, ruedas, engranajes, tornillos, etc. Todas estas piezas obtienen su
forma mediante diferentes procesos mecánicos (Procesos de conformado),
fundición, forja, estirado, laminado, corte de barras y planchas, y por sobre
todo mediante
arranque de virutas.
El formado de partes con la aplicación de fuerza
mecánica, se considera uno de los procesos de formación más importantes, en
términos del valor de la producción y del método de producción. El formado de
partes se puede efectuar con el material frío (formado en frío) o con material
caliente (formado en caliente). Las fuerzas utilizadas para formar las partes
pueden ser de tipo de flexión, compresión o cizallado y tensión. Los procesos
de formado se pueden clasificar sobre la base de la forma en que se aplica la
fuerza.
Curva de Esfuerzo vs Deformación
Debido
a que los metales deben ser conformados en la zona de comportamiento plástico,
es necesario superar el límite de fluencia (es la deformación irrecuperable del material) para
que la deformación sea permanente.
Por
lo cual, el material es sometido a esfuerzos superiores a sus límites
elásticos, estos límites se elevan consumiendo así la ductilidad
(pueden deformarse sin romperse) resistentes.
Propiedades metálicas en los procesos de conformado
Trabajo en frio
Se refiere al trabajo a temperatura
ambiente o menor. Este trabajo ocurre al aplicar un esfuerzo mayor que la
resistencia de cedencia original de metal, produciendo a la vez una
deformación.
Características
Mejor precisión
Menores tolerancias
Mejores acabados superficiales
Mayor dureza de las partes
Requiere mayor esfuerzo
Trabajo en caliente
Se define como la deformación
plástica del material metálico a una temperatura mayor que la de
recristalización. La ventaja principal del trabajo en caliente consiste en la
obtención de una deformación plástica casi ilimitada, que además es adecuada
para moldear partes grandes porque el metal tiene una baja resistencia de
cedencia y una alta ductilidad.
Características
Mayores modificaciones a la forma de
la pieza de trabajo
Menores esfuerzos
Opción de trabajar con metales que se
fracturan cuando son trabajados en frío
FORJADO
El proceso de forjado fue el primero
de los procesos del tipo de compresión indirecta y es probablemente el método más antiguo de formado de metales.
Involucra la aplicación de esfuerzos de compresión que exceden la resistencia
de fluencia del metal. En este proceso de formado se comprime el material entre
dos dados, para que tome la forma deseada.
La mayoría de operaciones de forjado se realiza en caliente, dada la
deformación demandada en el proceso y la necesidad de reducir la resistencia e
incrementar la ductilidad del metal. Sin embargo este proceso se puede realizar
en frío, la ventaja es la mayor resistencia del componente, que resulta del
endurecimiento por deformación.
El metal es comprimido entre martillo y un yunque y la forma final
se obtiene girando y moviendo la pieza de trabajo entre golpe y golpe. Para
producción en masa y el formado de secciones grandes, el martillo es sustituido
por un martinete o dado deslizante en un bastidor e impulsado por una potencia
mecánica, hidráulica o vapor.
Un dispositivo utiliza directamente el empuje hacia abajo que
resulta de la explosión en la cabeza de un cilindro sobre un pistón móvil. Los
dados que han sustituido al martillo y al yunque pueden variar desde un par de
herramientas de cara plana, hasta ejemplares que tiene cavidades apareadas
capaces de ser usadas para producir las formas más complejas.
Forjado.
LAMINADO
Este es un proceso en el cual se reduce el espesor del material
pasándolo entre un par de rodillos rotatorios. Los rodillos son generalmente
cilíndricos y producen productos planos tales como láminas o cintas. También
pueden estar ranurados o grabados sobre una superficie a fin de cambiar el
perfil, así como estampar patrones en relieve. Este proceso de deformación
puede llevarse a cabo, ya sea en caliente o en frío.
Laminado.
El trabajo en caliente es usado muy ampliamente porque es posible
realizar un cambio en forma rápida y barata. El laminado en frío se lleva a
cabo por razones especiales, tales como la producción de buenas superficies de
acabado o propiedades mecánicas especiales. Se lamina más metal que el total
tratado por todos los otros procesos.
El laminado es un proceso
en el que se reduce el espesor de una pieza larga a través de fuerzas de
compresión ejercidas por un juego de rodillos, que giran apretando y
halando la pieza entre ellos.
El resultado del laminado puede ser la pieza terminada (por
ejemplo, el papel aluminio utilizado para la envoltura de alimentos y
cigarrillos), y en otras, es la materia prima de procesos posteriores, como el
troquelado, el doblado y la embutición.
4 Estirado
Este es esencialmente un proceso para la producción de formas en
hojas de metal. Las hojas se estiran sobre hormas conformadas en donde se
deforman plásticamente hasta asumir los perfiles requeridos. Es un proceso de
trabajo en frío y es generalmente el menos usado de todos los procesos de
trabajo.
Estirado.
Estirado de alambre
Una varilla de metal se aguza en uno de sus extremos y luego es
estirada a través del orificio cónico de un dado. La varilla que entra al dado
tiene un diámetro mayor y sale con un diámetro menor. En los primeros ejemplos
de este proceso, fueron estiradas longitudes cortas manualmente a través de una
serie de agujeros de tamaño decreciente en una “placa de estirado” de hierro
colado o de acero forjado. En las instalaciones modernas, grandes longitudes son
estiradas continuamente a través de una serie de dados usando un número de
poleas mecánicamente guiadas, que pueden producir muy grandes cantidades de
alambre, de grandes longitudes a alta velocidad, usando muy poca fuerza humana.
Usando la forma de orificio apropiada, es posible estirar una variedad de
formas tales como óvalos, cuadrados, hexágonos, etc., mediante este proceso.
Extrusión
Existe el proceso de extrusión directa, extrusión indirecta, y
para ambos casos la extrusión en caliente para metales (a alta temperatura).
En este proceso un cilindro o trozo de metal es forzado a través
de un orificio por medio de un émbolo, por tal efecto, el metal estirado y
extruido tiene una sección transversal, igual a la del orificio del dado.
Hay dos tipos de extrusión, extrusión directa y extrusión
indirecta o invertida.
DIRECTA: En el primer caso, el émbolo y el dado están en los
extremos opuestos del cilindro y el material es empujado contra y a través del
dado.
INDIRECTA:En la extrusión indirecta el dado es sujetado en el
extremo de un émbolo hueco y es forzado contra el cilindro, de manera que el
metal es extruido hacia atrás, a través del dado.
Extrusión
La extrusión puede llevarse a cabo, ya sea en caliente o en frío,
pero es predominantemente un proceso de trabajo en caliente. La única excepción
a esto es la extrusión por impacto, en la cual el aluminio o trozos de plomo
son extruidos por un rápido golpe para obtener productos como los tubos de
pasta de dientes. En todos los procesos de extrusión hay una relación crítica
entre las dimensiones del cilindro y las de la cavidad del contenedor,
especialmente en la sección transversal.
El proceso se efectúa a una temperatura de 450 a 500 ºC con el fin
de garantizar la extrusión.
El diseño de la matriz se hace de acuerdo con las necesidades del
mercado o del cliente particular.
La extrusión nos permite obtener secciones transversales sólidas o
tubulares que en otros metales sería imposible obtener sin recurrir al ensamble
de varias piezas.
CIZALLADO
El corte del metal implica su sostenimiento a un esfuerzo de
corte, superior a su resistencia límite, entre filos cortantes adyacentes como
se muestra en la figura 22. Conforme el punzón desciende sobre el metal, la
presión produce una deformación plástica que tiene lugar como en B en la
figura. El metal se somete a un esfuerzo muy alto entre los filos de la matriz
y el punzón, y las fracturas se inician en ambos lados de la lámina a medida
que continúa la deformación. Cuando se alcanza el límite de resistencia del
material la fractura progresa; si el juego es correcto, y ambos filos tienen el
mismo aguzado, las fracturas se encuentran en el centro de la lámina como se
muestra en C. el valor del juego, que desempeña un papel importante en el
diseño de matrices depende de la dureza del material. Para el acero deberá ser
del 5 al 8 % del espesor del material por lado. Si se usa un juego inadecuado,
las fracturas no coinciden, y en cambio, deben atravesar todo el espesor de la
lámina, consumiendo más potencia.
a) Punzón en contacto con la lámina.
b) Deformación plástica.
c) Fractura completa.
Proceso de cizallado de metal con punzón y matriz.
Cizallas de escuadrar
Esta máquina se usa exclusivamente para cizallar láminas de acero
y se fabrica tanto `para operación manual como la operada con motor. Se puede
colocar lámina con un ancho mayor de 3m. Están provistas de pisadores
hidráulicos cada 300mm para prevenir cualquier movimiento de la lámina durante
el corte. En la operación, la lámina avanza sobre la bancada de manera que la línea
de corte se encuentre bajo la cuchilla. Cuando se acciona el pedal, los
pisadores descienden y las cuchillas cortan progresivamente a lo largo de la
lámina.
Doblado y formado
El doblado de metales es la deformación de
láminas alrededor de un determinado ángulo. Los ángulos pueden ser clasificados
como abiertos (si son mayores a 90 grados), cerrados (menores a 90°) o rectos.
Durante la operación, las fibras externas del material están en tensión,
mientras que las interiores están en compresión. El doblado no produce cambios
significativos en el espesor de la lámina metálica.
Tipos de doblado
Doblado entre formas
Doblado deslizante
Este tipo de doblado está limitado para ángulos de 90°.
Se puede efectuar con el mismo equipo que se usa para corte, esto
es, prensas operadas con manivela, excéntrico y leva. En donde esté considerado
el doblado, el metal se somete a esfuerzos tanto en tensión como de compresión
con valores inferiores a la resistencia límite del material, sin un cambio
apreciable del espesor. Tal como en una prensa dobladora, el doblado simple
implica un doblez recto a lo largo de la lámina de metal.
Para diseñar una sección rectangular a doblar, uno debe determinar
cuánto metal se debe dejar para el doblez, pues las fibras exteriores se
alargan y las interiores se cortan. Durante la operación, el eje neutro de la
sección se mueve hacia el lado de la compresión, lo cual arroja más fibras en
tensión. Todo el espesor disminuye ligeramente, el ancho aumenta en el lado de
la compresión y se acorta en el otro. Aunque las longitudes correctas para los
dobleces se pueden determinar por fórmulas empíricas, están considerablemente
influidas por las propiedades físicas del metal. El metal que se ha doblado,
retiene algo de su elasticidad original y hay alguna recuperación de
elasticidad después de retirar el punzón, a esto se le llama recuperación
elástica.
Recuperación elástica en operaciones de doblado.
Prensa dobladora
Se usan para doblar, formar, rebordear, repujar, desbarbar y
punzonar lámina metálica de bajo calibre. Tales prensas pueden tener espacio
para lámina de 6 m de ancho y 16 mm de espesor.
La capacidad de presión requerida de una prensa dobladora para un
material dado, se determina por la longitud de la pieza, el espesor del metal y
el radio del doblez. El radio mínimo interior de doblez se limita usualmente a
un valor igual al espesor del material. Para las operaciones de doblado, la
presión requerida varía en proporción a la resistencia a la tensión del
material. Las prensas dobladoras tienen carreras cortas, y están equipadas generalmente
con un mecanismo impulsor excéntrico.
Dobladora.
Embutido
La embutición es un proceso tecnológico
que consiste en la obtención de piezas huecas con forma de recipiente a partir
de chapas metálicas. Esteproceso permite obtener piezas de formas muy
diversas y es una técnica de gran aplicación en todos los campos de la
industria.
El proceso de embutido consiste en
colocar la lámina de metal sobre un dado y luego presionándolo hacia la cavidad
con ayuda de un punzón que tiene la forma en la cual quedará formada la lámina.
El número de etapas de embutición
depende de la relación que exista entre la magnitud del disco y de las
dimensiones de la pieza embutida, de la facilidad de embutición, del material y
del espesor de la chapa. Es decir, cuanto más complicadas las formas y más
profundidad sea necesaria, tanto más etapas serán incluidas en dicho proceso.
TROQUELADO
El proceso de troquelado se
define al conjunto de operaciones con las cuales sin producir viruta sometemos
una lamina plana a ciertas transformaciones a fin de obtener una pieza de forma
geométrica propia.
Es una operación en la cual se cortan láminas sometiéndolas a
esfuerzos cortantes, desarrollados entre un punzón y una matriz, se diferencia
del cizallado ya que este último solo disminuye el tamaño de lámina sin darle
forma alguna. El producto terminado del troquelado puede ser la lámina
perforada o las piezas recortadas.
Los bordes de herramientas desafilados contribuyen también a la
formación de rebabas, que disminuye si se aumenta la velocidad del punzón.
3.3 Desprendimiento de
viruta por maquinado convencional y CNC.
El mecanizado
por arranque de viruta, es un proceso de mecanizado que
consiste en separar material de una pieza fabricada previamente, normalmente
por fundición, forja, laminación o por pulvimetalurgia.
El
nombre de esta técnica se debe a que el material es arrancado o cortado con una
herramienta dando lugar a un desperdicio o viruta. La herramienta consta,
generalmente, de uno o varios filos o cuchillas que separan la
viruta de la pieza en cada pasada.
Las
virutas se diferencian entre sí, dependiendo de la herramienta con que se esté
mecanizando.
Procesos
de mecanizado por arranque de viruta.
En
el mecanizado por arranque de viruta se dan tres tipos de procesos:
Desbaste: eliminación de
mucho material con poca precisión; es un proceso intermedio que se utiliza para
acercarse a las dimensiones finales de la pieza en un corto periodo de tiempo.
Requiere alta velocidad de avance y de corte.
Acabado: eliminación de
poco material con mucha precisión; proceso final cuyo objetivo es el de dar el
acabado superficial que se requiera a las distintas superficies de la pieza. Se
utiliza pensando en tener una superficie con poca rugosidad. Velocidad de
avance baja y velocidades de corte altas.
Rectificado o superacabado: Se utiliza para
un buen acabado superficial y medidas muy precisas. Las velocidades tanto de
corte como de avance son muy altas, desprendiendo partículas por abrasión.
En
el proceso de fabricación de piezas por arranque de viruta se pueden conseguir
exactitudes del orden de micras, proporcionando además con unos acabados
superficiales excelentes.
Según
la definición que acabos de hacer de la técnica de arranque
de viruta, queda claro que una de las propiedades más
importantes del material de la pieza que se desea mecanizar es la
maquinabilidad, que se define como la capacidad de arrancar
material de una pieza con un útil de corte o, en otras, la habilidad del
palabras material para ser mecanizado.
El
proceso de arranque de la viruta, se realiza
mediante la penetración de una herramienta de corte, realizando un movimiento
relativo entre la pieza que se desea mecanizar y la herramienta.
El arranque
de la viruta se produce debido a que el filo de la
herramienta produce una deformación elástica en el material, provocando grandes
tensiones en la parte del mismo que se convertirá en viruta. Se supera el
límite de fluencia del material provocando la rotura y separación de la capa a
causa de la deformación plástica sufrida.
Los
principales movimientos que nos encontramos en el mecanizado por arranque de
viruta de una pieza son:
Corte: Con este movimiento penetra la
herramienta en el material, siendo la causante de producir la viruta. Se define
mediante la Velocidad de Corte.
Avance: Este movimiento
es el realizado al desplazar el punto de aplicación del corte. Se define
mediante la Velocidad de Avance.
Alimentación: Se define con el
parámetro de Profundidad de Pasada y es el encargado de cortar un espesor del
material.
Tipos
de Mecanizado por arranque de viruta.
En
el mecanizado por arranque de viruta se eliminan trozos de material mediante
herramientas con filos perfectamente definidos. Los tipos más habituales son:
Serrado
.Limado
Taladrado
Roscado
Torneado
Fresado
Brochado
Mortajado
Mecanizado
por serrado
El
serrado es una técnica de mecanizado (que puede ser un proceso manual o
realizado mediante máquina herramienta) que consiste en deslizar
una hoja de sierra hacia adelante y hacia abajo para
realizar un corte en el material.
Maquinado
por limado
Es
un proceso manual, la forma más antigua de
sacar viruta. Consiste en deslizar repetidamente una lima par desbastar el
material. Tiene poca capacidad de arranque y se utiliza para ajustes,
por lo que se precisa de una mano de obra bastante especializada. Existen
diferentes tipos de limas, dependiendo del tamaño de los dientes y de la
sección de la lima.
Maquinado
por taladrado
Es
la operación consistente en realizar agujeros circulares en una
pieza. Para ello se monta en la máquina de taladrar una
herramienta llamada broca, que gira para penetrar
eliminando virutas del material que se quiere taladrar.
Algunos
tipos de taladros existentes:
Taladro
de mano
Taladro
de sobremesa
Taladro
de columna
Taladro
radial
Maquinado
por roscado
Consiste
en girar una herramienta de corte introduciéndola en un agujero previo (macho)
o girándola en torno a una varilla (terraja) sirviéndose de un
utensilio para girarlas con facilidad llamado volvedor.
El
roscado puede realizarse manualmente o con máquina herramienta. Si se hace
manualmente podremos realizar una rosca dentro de un agujero (rosca hembra),
para lo que utilizaremos una herramienta llamada macho de
roscar. Para realizar una rosca exterior o rosca macho, se utiliza una
herramienta llamada terraja.
También
puede roscarse en máquinas como taladros o fresadoras o en máquinas
especialmente adaptadas a la realización de roscas (roscadoras), acoplando la
herramienta de corte a dicha máquina.
Maquinado
por Torneado
Es
un procedimiento para crear superficies de revolución por
arranque de viruta. Llamamos superficies de revolución a aquellas en las que si
hacemos un corte por un plano perpendicular a su eje, cuya sección es circular.
La máquina que se utiliza para el torneado se denomina torno.
En
esta máquina, la pieza tiene un movimiento circular o rotatorio y la
herramienta lineal.
El
tipo de piezas que podemos realizar combinando estos tres movimientos
principales es muy variado en función del diámetro, la longitud, la complejidad
de las formas a mecanizar, etc.
En
esta máquina la pieza tiene un movimiento circular o rotatorio y la herramienta
lineal.
El movimiento principal en el torneado es el de rotación y lo
lleva la pieza a la que vamos a dar forma. Los movimientos de avance de la
cuchilla y penetración (meter la cuchilla sobre la pieza
En resumen tenemos 3 movimientos básicos:
Movimiento de rotación: La pieza se coloca sobre un eje que la hace girar sobre sí misma.
Movimiento de Avance: La cuchilla avanza paralela a la pieza en un movimiento recto.
Movimiento de Penetración: La cuchilla penetra contra la pieza cortando parte de ella formándose virutas.
El control de estos 3 movimientos es básico para dar forma a la pieza sin errores.
Movimiento de rotación: La pieza se coloca sobre un eje que la hace girar sobre sí misma.
Movimiento de Avance: La cuchilla avanza paralela a la pieza en un movimiento recto.
Movimiento de Penetración: La cuchilla penetra contra la pieza cortando parte de ella formándose virutas.
El control de estos 3 movimientos es básico para dar forma a la pieza sin errores.
La
pieza a mecanizar va amarrada mediante un sistema de fijación (plato de garras,
pinza, plato liso) y tiene movimiento rotatorio, y la herramienta de corte va
fijada a un soporte o torreta y se desplaza en las dos direcciones indicadas
para proceder al arranque de material.
Además
el movimiento de los ejes del torno puede ser totalmente manual o
semiautomático, o puede estar gobernado por un CNC.
Siguiendo
estos principios existen diferentes tipos de tornos, que a su vez pueden ir
provistos de diferentes accesorios.
Tipos de tornos
Torno
paralelo o torno horizontal.
Es
una máquina que trabaja en el plano horizontal (X,Y), porque solo tiene estos
dos ejes de movimiento, mediante el carro longitudinal que desplaza las
herramientas a la pieza y produce torneados cilíndricos, y el carro transversal
que se desplaza de forma perpendicular al eje de simetría de la pieza, para realizar
la operación denominada refrentado. Este tipo de torno lleva montado un tercer
carro, de accionamiento manual y giratorio, conocido como “Charriot” o auxiliar
superior, montado sobre el carro transversal, con el cual, inclinado a los
grados necesarios, es posible mecanizar conos. Lo característico de este tipo
de torno es que se pueden realizar en él mismo, todo tipo de tareas propias del
torneado, ya sea taladrado, cilindrado, refrentado, roscado, conos, ranurado,
escariado y moleteado entre otros; mediante diferentes tipos de herramientas y
útiles intercambiables con formas variadas que se le pueden ir acoplando. Para
manejar bien estos tornos se requiere la pericia de operarios muy bien
cualificados, ya que el manejo manual de sus carros puede ocasionar errores a
menudo en la geometría de las piezas torneadas.
Dentro
de los tornos paralelos, se encuentran los tornos de banco (están montados
sobre un banco) y los tornos de piso.
Torno
frontal (o torno al aire): se emplea para la fabricación de piezas cortas y de
gran diámetro.
Torno
vertical: Tiene el eje dispuesto verticalmente y el plato giratorio sobre un
plano horizontal, lo que facilita el montaje de las piezas voluminosas y
pesadas. Es pues el tamaño lo que identifica a estas máquinas, permitiendo el
mecanizado integral de piezas de gran tamaño. En los tornos verticales no se
pueden mecanizar ejes que vayan fijados entre puntos, porque carecen de
contrapunto, así que solamente se mecanizan aquellas piezas que van sujetas con
garras adecuadas o con otros sistemas de fijación al plato.
Torno
Revolver.
Es una variedad de torno diseñado para
mecanizar piezas de modo que sea posible trabajar varias herramientas en forma
secuencial rápida, con el fin de disminuir el tiempo total de mecanizado. La característica
principal del torno revolver, es que lleva un carro con la torreta giratoria de
forma hexagonal que ataca frontalmente a la pieza que se quiere mecanizar,
donde se insertan las diferentes herramientas que conforman el mecanizado de la
pieza. Cada una de estas herramientas está controlada con un tope de final de
carrera. También dispone de un carro transversal, donde se colocan las
herramientas de segar, perfilar, ranurar, etc.
Torno
Copiador.
Es un tipo de torno que es operado con un
dispositivo hidráulico y permite el mecanizado de piezas repetidas, siguiendo
el perfil de una plantilla de acuerdo a las características de la misma, que
reproduce el perfil de la pieza. Este tipo de tornos, se utiliza principalmente
para el torneado de ejes de acero, que tienen diferentes escalones de
diámetros, que han sido previamente forjados y que tienen poco material
excedente. El principio de funcionamiento es que un palpador muy sensible va
siguiendo el contorno de la pieza patrón al avanzar el carro principal y
transmite su movimiento por un mecanismo hidráulico o magnético a un carro que
lleva un movimiento independiente del husillo transversal. Lo más corriente es
que el sistema copiador no esté unido fijamente al torno, sino que constituya
un aparato aparte que se puede poner o quitar al torno. Hoy en día, este tipo
de torno está siendo reemplazado por la máquina CNC.
Torno
CNC.
Es un tipo de torno operado mediante control
numérico por computadora. Se caracteriza por ser una máquina herramienta muy eficaz
para mecanizar piezas de revolución. Es una máquina ideal para el trabajo en
serie y mecanizado de piezas complejas. Las herramientas van sujetas en un
cabezal en número de seis u ocho mediante unos portaherramientas especialmente
diseñados para cada máquina las cuales entran en funcionamiento de forma
programada, y permite a los carros horizontal y transversal trabajar de forma
independiente y coordinada, con lo que es fácil mecanizar ejes cónicos o
esféricos, así como el mecanizado integral de piezas complejas.
Partes
del torno.
En
un torno paralelo se puede distinguir cuatro partes principales:
•
La bancada
•
El cabezal y cabezal móvil
•
El contrapunto
•
Los carros de movimiento de la herramienta
•
La caja Norton de control de velocidades.
Bancada
Constituye la superficie de apoyo y la columna
vertebral de un torno. Su rigidez y alineación afectan la precisión de las
partes maquinadas en el torno. La bancada puede ser escotada o entera, según
las guías tengan o no un hueco llamado escote, cuyo objeto principal es
permitir el torneado de piezas de mayor diámetro. Este escote se cubre con un
puente cuando no se requiere el volteo adicional. Encima de la bancada se
encuentran las guías prismáticas, las cuales consisten generalmente en dos “V”
invertidas y dos superficies planas de apoyo.
Cabezal
Está fijo en el lado izquierdo de la bancada
del torno y en él van montados generalmente los órganos encargados de
transmitir el movimiento del motor al eje. Contiene el husillo que se encuentra
sostenido por rodamientos en sus extremos y mueve los diversos dispositivos de
sujeción de la pieza de trabajo; es hueco para hacer pasar por él las piezas de
trabajo largas y esbeltas. La nariz del husillo es el extremo del husillo que
sobresale en el cabezal
El
Contrapunto.
Se usa para soportar el otro extremo de la
pieza de trabajo durante el maquinado, o para sostener diversas herramientas de
corte, como brocas, escariadores y machuelos. El contrapunto se ubica en el
cabezal móvil a la derecha del torno, que se desliza sobre las guías
prismáticas y puede fijarse en cualquier posición a lo largo de la bancada.
Tiene un husillo deslizante que se mueve mediante una manivela y cuya posición
se fija con una palanca.
Carro
Principal
Es el también llamado carro longitudinal. Este
se desliza sobre la parte superior de las guías de la bancada.
El
Delantal
Es
la parte del carro que da hacia abajo, frente al operador. Contiene los
engranajes y los embragues de avance que transmiten el movimiento del tornillo
patrón y de la barra de cilindrar carro longitudinal y transversal.
El
carro entero puede moverse a lo largo de la bancada del torno en forma manual,
dando vuelta a la manivela, o en forma automática, embragando los controles de
avance automático en el delantal. Una vez en posición, puede fijarse el carro a
la bancada apretando el tornillo de fijación correspondiente. Sujeto al
delantal se tiene también el reloj para corte de roscas, el cual indica el
momento exacto en el que deben embragarse y desembragarse las medias tuercas al
estar cortando roscas.
SUJECIÓN
DE PIEZAS
Para
la sujeción de piezas se usan diferentes dispositivos entre los cuales se
encuentran los platos de sujeción universal que tienen tres mordazas
autocentrantes que se mueven con una sola llave
o los platos independientes en los que cada mordaza es ajustada con una
entrada de llave autónoma.
Cuando
la pieza a tornear es muy larga se monta en la bancada una luneta o soporte
móvil que permite soportar las piezas de trabajo cerca del punto de corte.
Operaciones
principales en el torno.
El
torno paralelo el más utilizado debido principalmente a las diversas
operaciones que pueden ejecutarse en él mismo, tales como:
1.
Cilindrado o desbastado
2.
Refrentado o careado
3.
Cilindro cónico
4.
Roscado
5.
Taladrado.
Taladrado
y Alesado
Los
trabajos de alesado, corte de roscas y escariado que se hacen en torno
comienzan generalmente con la localización y el taladrado de un agujero.
Alesado es el proceso de agrandar y perfeccionar un agujero existente o uno
taladrado. Para hacer el alesado, el agujero taladrado puede ser de 1/32 a 1/16
de pulgada menor que el diámetro terminado, dependiendo de la situación, este
taladrado inicial se puede hacer con broca o escariadora.
Tarrajado
y machuelado
El
tarrajado y machuelado de una pieza de trabajo montada en un mandril es un
medio rápido y exacto para producir roscas externas e internas respectivamente.
El tarrajado consiste en hacer pasar la pieza de trabajo por una herramienta
llamada tarraja que tiene gravada una rosca de determinado paso y diámetro en
su interior; para que esta tome en su contorno la forma deseada y así conformar
roscas externas. El machuelado sirve para hacer roscas internas, enfrentando la
pieza de trabajo al machuelo con el paso y diámetro deseado, para que este
quede impreso en el interior de la pieza
Moleteado
Un
moleteado es una impresión resaltada sobre la superficie de una pieza de
trabajo que se produce por medio de dos rodillos templados, que tienen en
altorrelieve rayas inclinadas que dejan en la pieza una impresión en cruz. Se
usa para mejorar la apariencia de una parte y para proporcionar una buena
superficie de agarre, como en palancas y mangos de herramientas. El moleteado
recto se emplea para aumentar el tamaño de una parte para hacer ajustes de
presión en aplicaciones de servicio ligero.
Maquinado
por fresado
Es
un procedimiento consistente en el corte del material con una herramienta
rotativa que puede tener uno o varios filos. El corte se
realiza combinando el giro de la herramienta con el desplazamiento, bien sea de
la misma herramienta o de la pieza a trabajar.
Depende
del diseño de la máquina que lo que se desplace sea la herramienta, la mesa, o
que combine el desplazamiento de ambos.
Este
desplazamiento se realiza en cualquier dirección de los tres ejes posibles en
los que se puede desplazar la mesa, a la que va fijada la pieza que se
mecaniza.
La
máquina que se utiliza se llama fresadora, ésta es una
máquina dotada de una herramienta característica, denominada fresa, que animada
de un movimiento de rotación, mecaniza superficies en piezas que se desplazan
con movimiento rectilíneo bajo la herramienta.
Partes
de la fresadora
En las máquinas de fresar usadas en
los talleres de construcciones mecánicas, podemos distinguir las siguientes
partes:
Bastidor
Es una especie de cajón de fundición, de base reforzada y generalmente,
rectangular. Por medio del bastidor se apoya la máquina en el suelo. Es el
sostén de los demás órganos de la freidora.
Husillo
principal Es uno de los elementos esenciales de la máquina, puesto que es el
que sirve de soporte a la herramienta y le da movimiento. El husillo recibe el
movimiento a través de la caja de velocidades, que a su vez es movido por el
motor.
Caja
de velocidades del husillo Tiene una serie de engranajes que pueden acoplarse
según diferentes relaciones de transmisión. Esto permite una extensa gama de
velocidades del husillo principal. El accionamiento de esta caja es
independiente del que efectúa la caja de avances.
Mesa
longitudinal Es el punto de apoyo de las piezas que van a ser trabajadas. Estas
piezas se pueden montar directamente o por medio de accesorios de fijación. La
mesa tiene ranuras en forma de T para alojar los tornillos de fijación.
Carro
transversal Es una pieza de fundición de forma rectangular, en cuya parte
superior se desliza y gira la mesa en un plano horizontal. En la base inferior
está ensamblado a la consola, sobre la que se desliza manualmente por medio de
tuerca y tornillo, o automáticamente, por medio de cajas de avance. Se puede
inmovilizar.
Consola
Sirve de apoyo a la mesa y sus mecanismos de accionamiento. Se desliza
verticalmente en el bastidor a través de una guía por medio de un tornillo
telescópico y una tuerca fija.
Caja de avances Es un mecanismo construido por
una serie de engranajes ubicados en el interior del bastidor. Recibe el
movimiento directamente del accionamiento principal de la máquina. Se pueden
establecer diferentes velocidades de avance. El enlace del mecanismo con el
husillo de la mesa se realiza a
Si
el eje de la fresa se halla dispuesto paralelamente a la superficie a
mecanizar, el fresado se denomina cilíndrico.
En este caso, la fresa puede girar en sentido contrario al avance,
denominándose fresado normal o en el mismo sentido, que es el fresado en
concordancia. Cuando el eje de la fresa es perpendicular a la superficie de la
pieza que se mecaniza, el fresado se denomina frontal.
En
general los movimientos de trabajo de la fresadora son:
- Movimiento de corte: por rotación de la
fresa.
- Movimiento de avance: por desplazamiento
rectilíneo de la pieza.
-
Movimiento de profundidad de pasada: por desplazamiento vertical de la pieza.
Las
fresadoras se pueden clasificar de diferentes formas:
según
la configuración de sus diferentes partes móviles,
según
su número de ejes,
según
la orientación del cabezal principal (donde va fijada la herramienta de corte)
Tipos
de fresadoras.
Maquina
Fresadora Horizontal: Esta máquina se presta para toda clase de trabajos. Su
característica es el husillo de fresar dispuesto horizontalmente
Máquina de Fresar Vertical: Con esta máquina
se realizan principalmente trabajos de fresado frontal. El husillo de fresar
está dispuesto verticalmente en el cabezal porta fresa. Este cabezal puede
girar de tal modo que puede adoptar una posición inclinada. Los mecanismos de
accionamiento principal y de avance no se diferencian de la Fresadora
Horizontal.
Máquina
de fresar Universal: La característica principal de esta máquina es que tiene
un husillo principal para el acoplamiento de ejes portaherramientas
horizontales y un cabezal que se acopla a dicho husillo y que convierte la
máquina en una fresadora vertical, además, la mesa de fresar puede girar hacia
la derecha o hacia la izquierda. Con esto se hace posible la ejecución de
muchos más trabajos, como por ejemplo, el fresado de ranuras helicoidales
Fresadoras Circulares: Tienen una amplia mesa
circular giratoria, por encima de la cual se desplaza el carro
portaherramientas, que puede tener uno o varios cabezales verticales, por
ejemplo, uno para operaciones de desbaste y otro para operaciones de acabado.
Además pueden montarse y desmontarse piezas en una parte de la mesa mientras se
mecanizan piezas en el otro lado.
Máquina
de Fresar Paralela: Se utiliza para trabajar piezas muy pesadas
Máquina
de Fresar Planeadora: Se presta para trabajos en serie. Las Fresadoras de Planear tienen
frecuentemente varios husillos de fresar. Otras Máquinas de Fresar son:
Fresadora de roscas, la fresadora de ruedas dentadas, las fresadoras de copiar
y las Fresadoras CNC
PROCESO
DEL TRABAJO AL FRESAR
Las
virutas son arrancadas en el fresado por medio de la rotación de la fresa cuyos
filos están dispuestos en forma circunferencial. La fresa es una herramienta de
varios filos. Durante el fresado cada filo no está nada más que durante una
parte de la revolución de la fresa, dedicado al arranque de viruta, el resto
del tiempo el filo gira en vacío y puede refrigerarse.
El
proceso de fresado puede ser:
Fresado
Cilíndrico: el eje de la fresa se encuentra dispuesta paralelamente a la
superficie de trabajo. En el fresado cilíndrico la máquina experimenta una
carga irregular en virtud de la forma de coma de la viruta, es difícil evitar
un ligero golpeteo en la periferia de la herramienta a cada revolución de la
misma.
Fresado
Frontal: el eje de la fresa es perpendicular a la superficie de trabajo, la
fresa corta con los dientes de la periferia y con los dientes frontales. En
este fresado cada diente de la herramienta arranca una viruta de espesor
uniforme, por esta razón la carga sobre la herramienta es uniforme y se obtiene
una superficie más lisa.
Fresado
en concordancia y fresado en oposición En el fresado en concordancia, la
herramienta gira en el mismo sentido en el que avanza la pieza. Este tipo de
fresado es también conocido como fresado hacia abajo debido a que, cuando el
eje de giro de la fresa es horizontal, la componente vertical de la fuerza de
corte está dirigida hacia la abajo.
En
el fresado en oposición, también conocido como fresado hacia arriba, ocurre lo
contrario, es decir, la herramienta gira en sentido contrario al avance de la
pieza y la componente vertical de la fuerza de corte se dirige hacia arriba.
Para
obtener una buena calidad en la superficie mecanizada, el fresado en
concordancia es el método de fresado más recomendable siempre que la máquina,
la herramienta y los utillajes lo permitan. En el fresado en oposición, el
espesor de la viruta y la presión de corte aumentan según avanza la
herramienta, por lo que se requiere menos potencia para la máquina. Sin
embargo, este método presenta varios inconvenientes. Produce vibraciones en la
máquina y una peor calidad superficial del mecanizado. Hay que tener cuidado
con la sujeción de la pieza porque el empuje de la herramienta tenderá a
expulsarla del amarre. En el fresado en concordancia, los dientes de la fresa
inician el corte de la pieza con el máximo espesor de viruta, por lo que se
necesita mayor esfuerzo de corte que en el fresado en oposición. Cuando la
fresa se retira de la pieza, el espesor de la viruta es menor y por tanto la
presión de trabajo es menor, produciendo así un mejor acabado de la superficie
mecanizada. Este método de fresado requiere máquinas de mayor potencia y
rigidez. Este fresado favorece la sujeción de la pieza porque tiende a
apretarla hacia abajo.
Maquinado
por brochado
El
brochado consiste en pasar una herramienta rectilínea de filos múltiples,
llamada brocha, sobre la superficie a tallar en
la pieza, ya sea exterior o interior, para darle una forma determinada.
El
brochado se realiza normalmente de una sola pasada mediante
el avance continuo de la brocha, la cual retrocede a su punto de partida
después de completar su recorrido.
La
brocha trabaja por arranque progresivo de material mediante
el escalonamiento racional de los dientes, determinado por la forma
cónica de la herramienta. La forma de la herramienta
permite obtener formas que por otro procedimiento serían muy costosas o
imposibles.
El
movimiento de corte (C) lo produce la brocha al avanzar, mientras la pieza está
fija; la profundidad de pasada (P) la proporciona la propia herramienta.
La
brochadora es una máquina relativamente moderna y se emplea en series largas ya
que la brocha es una herramienta cara.
Maquinado
por mortajado
La mortajadora,
también llamada limadora vertical, es una
máquina cuya herramienta, dotada de movimiento rectilíneo y alternativo
vertical, arranca viruta al moverse sobre piezas fijadas sobre la mesa de la
máquina.
Las
mortajadoras, y en general todas las máquinas herramientas de movimiento
alternativo, tienen poco rendimiento. También cabría añadir que los trabajos
propios de la mortajadora pueden realizarse en piezas pequeñas en otras
máquinas como la fresadora, y debido a ello esta máquina no ha adquirido el
desarrollo y perfección de la mayoría de las máquinas herramientas.
Las
mortajadoras se crearon principalmente para la ejecución de ranuras,
generalmente chaveteros, en poleas, volantes, etc., pero también se emplean
para contornear matrices, levas, placas, para tallar engranajes, etc.
CONTROL NUMÉRICO
COMPUTARIZADO
¿QUÉ ES EL CNC?
El término CNC se refiere al control numérico
de máquinas, generalmente máquinas herramientas. Normalmente este tipo de
control se ejerce a través de una computadora y la máquina está diseñada a fin
de obedecer las instrucciones de un programa dado, lo cual se ejerce a través
del proceso siguiente:
Dibujo del producto
Programación
Interfase
Máquinas-herramientas CNC.
MAQUINAS CNC.
Torno
de control numérico o torno
CNC se refiere a una máquina herramienta del tipo torno que se utiliza
para mecanizar piezas de revolución mediante un software de computadora que
utiliza datos alfa-numéricos, siguiendo los ejes cartesianos X,Y,Z. Se
utiliza para producir en cantidades y con precisión porque la computadora que
lleva incorporado control para la ejecución de la pieza.
Un
torno CNC puede hacer todos los trabajos que normalmente se realizan mediante
diferentes tipos de torno como paralelos, copiadores, revólver, automáticos e
incluso los verticales. Su rentabilidad depende del tipo de pieza que se
mecanice y de la cantidad de piezas que se tengan que mecanizar en una serie.
Funcionamiento
Los
ejes X, Y y Z pueden desplazarse simultáneamente en forma intercalada, dando
como resultado mecanizados cónicos o esféricos según la geometría de las
piezas.
Las
herramientas se colocan en portaherramientas que se sujetan a un cabezal que
puede alojar hasta 20 portaherramientas diferentes que rotan según el programa
elegido, facilitando la realización de piezas complejas.
En
el programa de mecanizado se pueden introducir como parámetros la velocidad de
giro de cabezal portapiezas, el avance de los carros longitudinal y transversal
y las cotas de ejecución de la pieza. La máquina opera a velocidades de corte y
avance muy superiores a los tornos convencionales por lo que se utilizan
herramientas de metal duro o de cerámica para disminuir la fatiga de
materiales.
Arquitectura
general de un torno CNC
Las
características propias de los tornos CNC respecto de un torno normal universal
son las siguientes:
Motor y
cabezal principal
Este
motor limita la potencia real de la máquina y es el que provoca el movimiento
giratorio de las piezas, normalmente los tornos actuales CNC equipan un motor
de corriente continua, que actúa directamente sobre el husillo con una
transmisión por poleas interpuesta entre la ubicación del motor y el
husillo, siendo innecesario ningún tipo de transmisión por engranajes.
Estos
motores de corriente continua proporcionan una variedad de velocidades de giro
casi infinita desde cero a un máximo determinado por las características del
motor, que es programable con el programa de ejecución de cada pieza. Muchos
motores incorporan dos gamas de velocidades uno para velocidades lentas y otro
para velocidades rápidas, con el fin de obtener los pares de esfuerzo más
favorables. El husillo lleva en su extremo la adaptación para los
correspondientes platos de garra y un hueco para poder trabajar con barra.
Las
características del motor y husillo principal de un torno CNC pueden ser las
siguientes:
Diámetro
agujero husillo principal: 100 mm
Nariz
husillo principal: DIN 55027 Nº 8 / Camclock Nº 8
Cono
Morse Nº 2
Gama
de velocidades: 2
Velocidad
variable del husillo: I: 0-564 rpm II: 564-2000 rpm
Potencia
motor: 15 kwBancada y
carros desplazables
Husillo
de bolas con rosca redondeada rectificada.
Para
poder facilitar el desplazamiento rápido de los carros longitudinal y
transversal, las guías sobre las que se deslizan son templadas y rectificadas
con una dureza del orden de 450 HB. Estas guías tienen un sistema automatizado
de engrase permanente.
Los
husillos de los carros son de bolas templadas y rectificadas asegurando una
gran precisión en los desplazamientos, estos husillos funcionan por el
principio de recirculación de bolas, mediante el cual untornillo sin fin tiene
un acoplamiento a los respectivos carros. Cuando el tornillo sin fin gira el
carro se desplaza longitudinalmente a través de las guías de la bancada. Estos
tornillos carecen de juego cuando cambian de sentido de giro y apenas ofrecen
resistencia. Para evitar los daños de una colisión del carro con algún
obstáculo incorporan un embrague que desacopla el conjunto y detiene la fuerza
de avance.
Cada
carro tiene un motor independiente que pueden ser servomotores o motores
encoder que se caracterizan por dar alta potencia y alto par a bajas
revoluciones. Estos motores funcionan como un motor convencional de Motor de
corriente alterna, pero con un encoder conectado al mismo. El encoder controla
las revoluciones exactas que da el motor y frena en el punto exacto que marque
la posición programada de la herramienta.
Por
otra parte la estructura de la bancada determina las dimensiones máximas de las
piezas que se puedan mecanizar. Ejemplo de las especificaciones de la bancada
de un torno CNC:
Altura
entre puntos: 375 mm
Diámetro
admitido sobre bancada: 760 mm
Diámetro
sobre carro longitudinal 675
Diámetro
admitido sobre carro transversal. 470 mm
Avance
de trabajo ejes Z, X. 0-10000 mm/min
Desplazamientos
rápidos ejes Z, X 15/10 m/min
Fuerza
empuje longitudinal 9050 N
Fuerza
empuje transversal 9050 N
Estructura de
un programa de torneado
La
estructura de un programa de torneado está conformado por una serie de
secuencias y funciones donde se van programando las tareas que debe realizar la
máquina de acuerdo con los parámetros de la pieza y las condiciones
tecnológicas de su mecanizado. Existen varios fabricantes de ordenadores para
tornos. En este artículo para ejemplificar un tipo de programación se toma
referencia el modelo 8050 que fabrica la empresa española Fagor.
Número de secuencia
N
Se
denomina secuencia al conjunto de órdenes no contradictorias que se pueden dar
de una sola vez a la máquina. Se identifican por la letra N, y en un torno
normal se pueden dar hasta 9999 órdenes sucesivas. Si el programa no es muy
largo se pueden numerar de 10 en 10, por si es necesario introducir alguna
orden complementaria no prevista, así tendremos N10, N20, N30, etc. o podríamos
tener, N10, N11, N20, etc.
Funciones
preparatorias G
Bajo
la letra G acompañada de una cifra se agrupan una gran variedad de funciones
que permiten al torno realizar las tareas adecuadas y necesarias para su
trabajo.
Hay
cinco tipos básicos de funciones preparatorias:
Funciones
de movilidad.
Funciones
tecnológicas.
Funciones
de conversión.
Funciones
de mecanizado especiales.
Funciones
modales.
1- Funciones
de movilidad Las funciones de movilidad más importantes son las
siguientes:
G00. Desplazamiento
rápido. Indica el desplazamiento más rápido posible del carro
portaherramientas, desde el punto de referencia al punto donde inicia el
trabajo cada herramienta. Hay que tener especial cuidado en el uso de esta
función ya que la trayectoria no es controlada por el usuario sino que el torno
actúa basándose únicamente en la máxima velocidad de desplazamiento. Nunca se
mecaniza con ella. Sólo actúa al inicio del programa, cada vez que se produce
un cambio de herramienta, y al final del programa en el retorno al punto de
referencia.
G01. Interpolación
lineal. Indica que la herramienta se está desplazando al avance de trabajo programado,
permitiendo las operaciones clásicas de cilindrado y refrentado así como el
mecanizado de conos.
Mecanización
con interpolación circular.
G02 Interpolación
circular a derechas (sentido horario) Se utiliza cuando es necesario
mecanizar zonas esféricas o radiales con velocidad controlada.
G03. Interpolación
circular a izquierdas (sentido antihorario). Se utiliza cuando es necesario
mecanizar zonas esféricas vacías, o radios a izquierdas.
Hay
otras funciones de movilidad G, menos importantes y que están en función del
equipo que se instale en la máquina.
2- Funciones
tecnológicas Las funciones tecnológicas son las que se refieren a la
forma de programar la velocidad del cabezal y el avance de trabajo. La
velocidad de rotación del cabezal se puede programar a las revoluciones por
minuto que se desee, para lo cual se antepondrá la función G97, o se puede
programar para que gire a una velocidad de corte constante en m/min. En tal
caso se indica con la función G96. Igual sucede con el avance de trabajo, si se
desea programar el avance en mm/rev, se antepone la función G95 y si se desea
trabajar en mm/min se antepone la función G94.
3- Funciones
de conversión La función más importante de este grupo es la que
corresponde al traslado de origen para situar el cero pieza que se realiza
mediante la función G59. también existen funciones si el acotado está en
pulgadas o en milímetros. Si bien ya tiene preestablecida la que se va a usar
normalmente. Otro caso de conversión es si se programa con cotas absolutas o
cotas incrementales.
4- Funciones
de mecanizados especiales. La más popular de estas funciones es la que
corresponde a un ciclo de roscado representada por la función G33. Otras
funciones de este tipo son las de refrentados, taladrados, roscado con macho,
escariado, etc.
5- Funciones
modales. En los programas de CNC, existen funciones que, una vez
programadas, permanecen activas hasta que se programa una función contraria, o
el programa se termina. Estas funciones son las llamadas funciones modales. En
un bloque se pueden programar tantas funciones como se desee, siempre que no
sean incompatibles entre ellas. Por ejemplo no se pueden programar en un bloque
las funciones G00 y G01.
Programación
de cotas X-Z
Se
entiende por programación de cotas la concreción en el programa de los
recorridos que tienen que realizar las herramientas para conformar el perfil de
la pieza de acuerdo con el plano de la misma. La programación se puede hacer
mediante coordenadas X y Z o coordenadas polares. También mediante la función G
adecuada se pueden programar las cotas tanto en milímetros como en pulgadas.
Para hacer una programación correcta de las cotas hay que conocer bien los
excedentes de material que hay que remover, para determinar el número de
pasadas que hay que realizar así como la rugosidad superficial que deben tener
los acabados mecanizados, así como la forma de sujetar la pieza en la máquina y
la rigidez que tenga
Programación
de la herramienta T-D
Los
tornos de control numérico tienen un tambor frontal donde pueden ir alojados un
número variable de herramientas generalmente de 6 a 20 herramientas diferentes.
Las herramientas se programan con una letra T seguida del número que ocupa en
el tambor, por ejemplo T2, la letra T, es la inicial de esta
palabra en inglés (tool). Como cada herramienta tiene una longitud diferente y
un radio en la punta de corte también diferente es necesario introducir en el
programa los valores correctores de cada herramienta, para que el programa
pueda desarrollarse con normalidad.
Aparte
de la longitud de la herramienta existen unas funciones G para introducir una
corrección de acuerdo al valor que tenga el radio de la herramienta en la punta
de corte. La compensación del radio de la herramienta tiene una gran
importancia en el mecanizado, especialmente en piezas que contengan perfiles
irregulares. Las placas de herramientas de torno tienen siempre puntas
redondeadas, de esta forma son más rígidas. Cuanto menor es el radio de la
punta mayor tendencia presenta a astillarse.
Factores tecnológicos
F-S
Los
factores tecnológicos que hay que tener a la hora de elaborar un programa son
los siguientes:
Material
de la pieza a mecanizar.
Tolerancia
de cotas y calidad superficial del mecanizado.
Estructura
de la pieza a mecanizar.
Estos
factores son los que van a determinar entre otras cosas los siguientes
elementos.
Velocidad
de corte la
velocidad de corte se programa mediante la letra S, inicial de la palabra
inglesa (speed) que significa velocidad, y una cifra que puede referirse a un
valor constante de velocidad
de corte que queremos mantener en todo el mecanizado o a una
cifra que corresponde a las revoluciones por minuto del cabezal de acuerdo con
la velocidad de corte que se funcione y el diámetro de la pieza que se esté
torneando. La elección de un sistema de programa u otro se realiza mediante la
función G que corresponda.
Profundidad
de pasada este
concepto viene determinado por la cantidad de viruta que se tenga que remover y
del grado superficial que se tenga que obtener y de la tolerancia de mecanizado
del plano.
Avance
de trabajo El
avance de trabajo de la herramienta se representa por la letra F inicial de la
palabra inglesa (Feed) que significa avance, seguida de una cifra que puede
referirse al avance de la herramienta expresado en mm/rev o en mm/min. En el
torneado lo más común es programar el avance expresado en mm/rev. La elección
de un sistema de programa u otro se realiza con la función G que corresponda.
Refrigerante en muchos
mecanizados es necesario refrigerar la zona donde está actuando la herramienta,
esta función se programa mediante una función auxiliar M.
Fijación
de la pieza en el cabezal en las máquinas de control numérico es muy importante
asegurarse que la fijación de la pieza sea lo suficientemente rígida como para
poder soportar las tensiones del mecanizado, asimismo se debe prever un sistema
rápido y seguro de anclaje de la pieza para eliminar tiempos muertos inactivos
de la máquina.
Funciones
auxiliares M
Las
funciones auxiliares sirven para establecer el funcionamiento de la máquina.
Tales como encendido y parada del accionamiento principal o fin del programa.
Ventajas y
desventajas de los tornos CNC frente a los convencionales
Ventajas:
Permiten
obtener mayor precisión en el mecanizado.
Permiten
mecanizar piezas más complejas.
Se
puede cambiar fácilmente de mecanizar una pieza a otra.
Se
reducen los errores de los operarios.
Cada
vez son más baratos los tornos CNC.
Se
reducen tiempos de mecanizado.
Como
desventajas se pueden indicar las siguientes:
Necesidad
de realizar un programa previo al mecanizado de la primera pieza.
Coste
elevado de herramientas y accesorios lo que implica una elevada inversión.
Conveniencia
de tener una gran ocupación para la máquina debido a su alto coste.
Formación de
viruta
El
torneado ha evolucionado tanto que ya no se trata tan solo de arrancar material
a gran velocidad, sino que los parámetros que componen el proceso tienen que
estar estrechamente controlados para asegurar los resultados finales de
economía calidad y precisión.
La
forma de tratar la viruta se convierte en un proceso complejo, donde
intervienen todos los componentes tecnológicos del mecanizado, para que pueda
tener el tamaño y la forma que no perturbe el proceso de trabajo. Si no fuera
así se acumularían rápidamente masas de virutas largas y fibrosas en el área de
mecanizado que formarían madejas enmarañadas e incontrolables.
La
forma que toma la viruta se debe principalmente al material que se está
cortando y puede ser de material dúctil y también quebradizo y frágil.
El
avance con el que se trabaje y la profundidad de pasada, son bastante
responsables de la forma de viruta, y cuando no se puede controlar con estas
variables hay que recurrir a elegir la herramienta que lleve incorporado un
rompevirutas eficaz.16 mayor eficacia que
un torno normal es mayor rapidez.
Fresadoras
CNC
Las fresadoras CNC son muy similares a las
convencionales y poseen las mismas partes móviles, es decir, la mesa,
el cabezal de corte, el husillo y los carros
de desplazamiento lateral y transversal. Sin embargo, no presentan palancas
ni manivelas para accionar estas partes móviles, sino una pantalla inserta
en un panel repleto de controles y una caja metálica donde se
alojan los componentes eléctricos y electrónicos que regulan el funcionamiento
de motores destinados a efectuar el mismo trabajo que hacían las palancas y
manivelas de las viejas máquinas. Entre estos componentes se encuentra el CNC,
que es una computadora principalmente responsable de los
movimientos de la fresadora a través del correspondiente software. La
combinación de electrónica y motores o servomotores de accionamiento es capaz
de lograr todas las operaciones de fresado posibles.
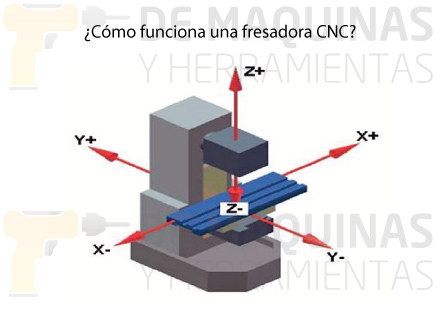
Para comprender el control de movimientos que
ejerce el CNC, vamos a repasar brevemente cómo funciona una fresadora
convencional.
Fresadora CNC
La figura esquematiza una fresadora típica. En este
tipo de máquinas, las manivelas accionan las partes móviles en forma manual
para que la herramienta de corte (fresa) se desplace linealmente en por lo menos tres ejes,
que reciben el nombre de ejes principales:
Eje X: horizontal y paralelo a la superficie de
sujeción de la pieza. Se asocia con el movimiento en el plano horizontal
longitudinal de la mesa de fresado.
Eje Y: forma un triedro de sentido directo con los
ejes X y Z. Se asocia con el movimiento en el plano horizontal
transversal de la mesa de fresado.
Eje Z: donde va montada la fresa, es el que posee
la potencia de corte y puede adoptar distintas posiciones según las
posibilidades del cabezal. Se asocia con el desplazamiento vertical del
cabezal de la máquina.
Si la fresadora dispone de una mesa fija, estos
tres desplazamientos son ejecutados por el cabezal.
Ahora bien, es claro que el fresado de piezas más
complejas requerirá un mayor número de ejes cuya trayectoria no sea únicamente
lineal, sino también rotatoria. En este punto es donde el concepto
de CNC entra en juego, dando origen a una multiplicidad de ejes
complementarios controlados de forma independiente y determinados por
el movimiento de mesas giratorias y/o cabezales
orientables. Esto origina una diversidad de modelos de máquinas que
posibilitan el mecanizado de la pieza por diferentes planos y ángulos de
aproximación.
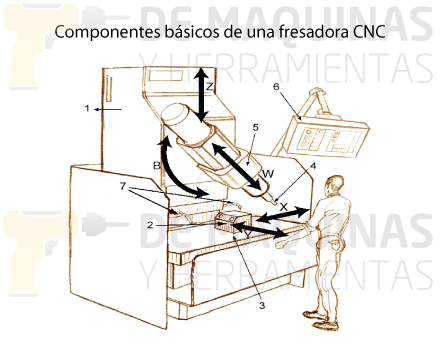
En la siguiente figura vemos un ejemplo de
fresadora CNC con sus componentes básicos y ejes principales (X, Y, Z) y
complementarios (B, W).
Componentes de una fresadora CNC
1 – Columna
2 – Pieza de trabajo
3 – Mesa de fresado, con desplazamiento en los ejes X e Y
4 – Fresa
5 – Cabezal de corte que incluye el motor del husillo
6 – Panel de control CNC
7 – Mangueras para líquido refrigerante
X, Y, Z – Ejes principales de desplazamiento
B – Eje complementario de desplazamiento giratorio del cabezal de corte
W – Eje complementario de desplazamiento longitudinal del cabezal de corte
2 – Pieza de trabajo
3 – Mesa de fresado, con desplazamiento en los ejes X e Y
4 – Fresa
5 – Cabezal de corte que incluye el motor del husillo
6 – Panel de control CNC
7 – Mangueras para líquido refrigerante
X, Y, Z – Ejes principales de desplazamiento
B – Eje complementario de desplazamiento giratorio del cabezal de corte
W – Eje complementario de desplazamiento longitudinal del cabezal de corte
La función primordial del CNC es la de controlar
los desplazamientos de la mesa, los carros transversales y longitudinales y/o
el husillo a lo largo de sus respectivos ejes mediante datos numéricos. Sin
embargo, esto no es todo, porque el control de estos desplazamientos para
lograr el resultado final deseado requiere el perfecto ajuste y la correcta
sincronización entre distintos dispositivos y sistemas que forman parte de todo
proceso CNC. Estos incluyen los ejes principales y complementarios, el sistema
de transmisión, los sistemas de sujeción de la pieza y los cambiadores de
herramientas, cada uno de los cuales presenta sus modalidades y variables que
también deben estipularse adecuadamente.
Este riguroso control lo efectúa un software que se
suministra con la fresadora y que está basado en alguno de los lenguajes de
programación numérica CNC, como ISO, HEIDENHAIN, Fagor, Fanuc, SINUMERIK y
Siemens. Este software contiene números, letras y otros símbolos -por ejemplo,
los códigos G y M– que se codifican en un formato apropiado para
definir un programa de instrucciones capaz de desarrollar una tarea concreta.
Los códigos G son funciones de movimiento de la máquina
(movimientos rápidos, avances, avances radiales, pausas, ciclos), mientras que
los códigos M son las funciones misceláneas que se requieren
para el maquinado de piezas, pero no son de movimiento de la máquina (arranque
y paro del husillo, cambio de herramienta, refrigerante, paro de programa,
etc.). De esto se desprende que para operar y programar este tipo de máquinas
se requieren conocimientos básicos en operaciones de mecanizado en equipo
convencional, conocimientos elementales de matemática, dibujo técnico y manejo
de instrumentos de medición.
En la actualidad el uso de programas CAD (diseño
asistido por computadora) y CAM(fabricación asistida por computadora)
es un complemento casi obligado de toda máquina CNC, por lo que, generalmente,
la manufactura de una pieza implica la combinación de tres tipos de software:
CAD: realiza el diseño de la pieza.
CAM: calcula los desplazamientos de los ejes para
el maquinado de la pieza y agrega las velocidades de avance, velocidades de
giros y diferentes herramientas de corte.
Software de control (incluido con la máquina):
recibe las instrucciones del CAM y ejecuta las órdenes de desplazamiento de las
partes móviles de la fresadora de acuerdo con dichas instrucciones.
El siguiente video ilustra la manufactura de una
pieza mediante CAD/CAM:
Las fresadoras CNC están adaptadas especialmente
para el fresado de perfiles, cavidades, contornos de superficies y operaciones
de tallado de dados, en las que se deben controlar simultáneamente dos o tres
ejes de la mesa de fresado. Aunque, dependiendo de la complejidad de la máquina
y de la programación efectuada, las fresadoras CNC pueden funcionar de manera
automática, normalmente se necesita un operador para cambiar las fresas, así
como para montar y desmontar las piezas de trabajo.
Entre las industrias que emplean habitualmente
fresadoras CNC se encuentran la automovilística (diseño de bloques de motor,
moldes y componentes diversos), la aeroespacial (turbinas de aviones) y la
electrónica (elaboración de moldes y prototipos), además de las dedicadas a la
fabricación de maquinaria, instrumental y componentes eléctricos.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Del equipo 1 al equipo 5:
ResponderEliminarSu información está muy bien explicada y concisa, en la parte del proceso de fundición estaría mejor si colocarán el proceso con imágenes para qué así sea más entendible. Aquí hay un video en el cual explican el proceso de fundición:
https://www.youtube.com/watch?v=XFM5tEsMYGw
Del equipo 1 al equipo 6:
ResponderEliminarEn general la información que nos han presentado tiene un orden correcto, estaría mejor si colocaran mas imágenes o vídeos para que sea mas entendible . Aquí hay un vídeo donde explica el forjado mecánico:
https://www.youtube.com/watch?v=JOeGXTUdZzk
del equipo 6 al equipo 1:
Eliminargracias por su comentario, este vídeo también les puede ayudar.
https://www.youtube.com/watch?v=XdBkmDzIWn4
Del equipo 2 al equipo 6
ResponderEliminarSu información está bien solamente falta completar la parte del embutido que está solamente definido y con unos ejemplos quedaría mas claro. Aquí vienen desglosadas las etapas , diferentes tipos de embutido y defectos del mismo : http://materias.fcyt.umss.edu.bo/tecno-II/PDF/cap-333.pdf
del equipo 6 al 2:
Eliminargracias por su comentario, en este vídeo se muestran ejemplos del embutido para mejor comprensión del mismo.
https://www.youtube.com/watch?time_continue=8&v=n-ht_5Ysurc
Del equipo 2 al equipo 5
ResponderEliminarLa información está bien estructurada y clara. Solamente para completar un video donde se ve la fundición, colado al alto vacío , centrifugado y precisión. https://www.youtube.com/watch?v=SLDvv6lANjA
Del equipo 2 al 6
ResponderEliminarPara completar el maquinado de CNC en este video hablan brevemente sobre lo que es y lo que te permite una maquina CNC. Posteriormente el proceso para fabricar dos diferentes artefactos. https://www.youtube.com/watch?v=vRR_eADGh4Q
del equipo 6 al 2:
Eliminargracias por tu comentario, aquí te dejamos un link para complementar dicha información.
http://maquinadocnc.com.mx/control-numerico-computarizado/
Del equipo 1 al equipo 6:
ResponderEliminarLa información es clara, estaría mejor si colocaran imágenes o videos donde para que fuera más entendible. Aquí hay un video donde explica el troquelado https://www.youtube.com/watch?v=WTO-bZTyzaw
del equipo 6 al 1:
Eliminargracias por su comentario, a continuación te dejamos un link de una presentación que habla acerca del troquelado la cual contienen imágenes para complementar este tema.
https://prezi.com/izsjgo6kdufr/proceso-de-troquelado/
Este comentario ha sido eliminado por el autor.
ResponderEliminarDel equipo 3 al equipo 5
ResponderEliminarMe parece bien la información pero hacen falta imágenes que nos muestren de mejor manera los procesos de los que nos están hablando
Del equipo 3 al 6
ResponderEliminarLa información es buena pero si se detalla un poco para una mejor comprensión y también pueden agregar un vídeo acerca de los temas vistos para reforzar el aprendizaje
del equipo 6 al 3:
Eliminargracias por tu comentario, agregamos algunos videos para complementar.
https://www.youtube.com/watch?v=XdBkmDzIWn4
https://www.youtube.com/watch?time_continue=8&v=n-ht_5Ysurc
excelente trabajo
ResponderEliminarexcelente plagio me voy aventar, para mi tesis, putos los de los tecnológicos, arriba el poli
ResponderEliminar